
A Culture Built on Innovation in Medical Tubing Extrusion
Microspec was born out of innovation, and 28 years later continues to set the global standard in medical tubing by developing high-precision multi-lumen catheters—among other tubing products—by refusing to believe “it can’t be done.”

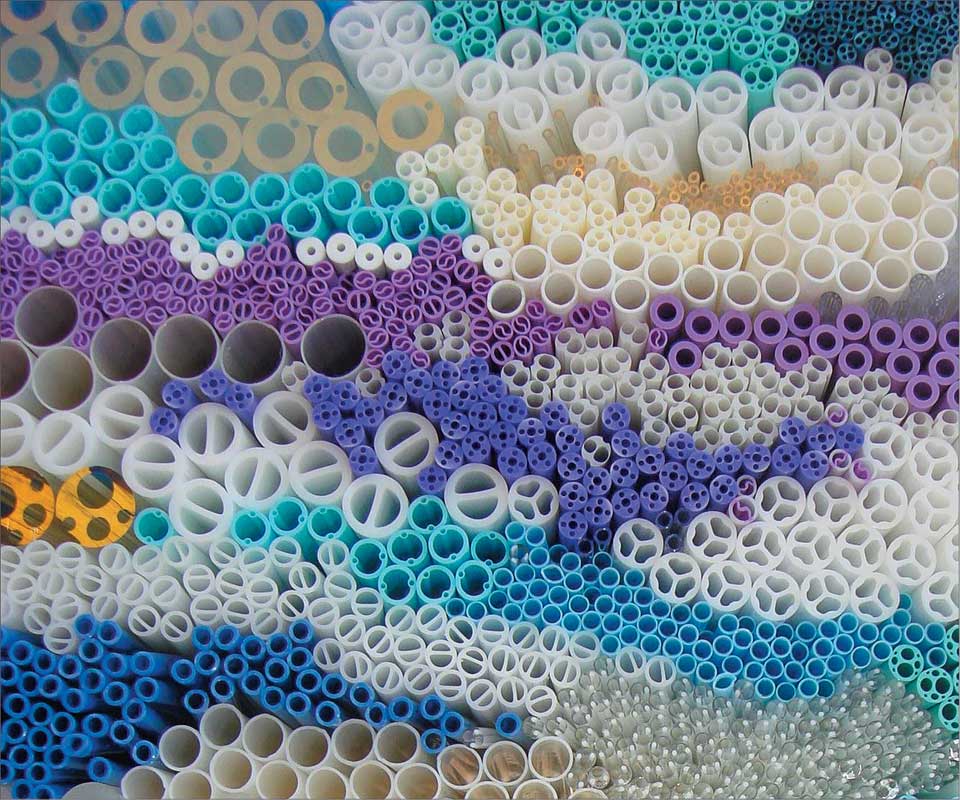
Microspec makes a wide range of medical tubing for a worldwide customer base.

Timothy Steele is the hands-on founder and CEO of Microspec. In a typical day, he can be found on the production floor setting up, validating, running, or supervising a line.
Microspec has manufacturing and QC on the same floor so that quality defects can be identified and corrected immediately.

Microspec designs and builds all its own tooling in a department headed by Bruce Gordon (pictured), who used to supply Microspec when he had his own tool shop.

Microspec’s product range is diverse, but its niche is in highly precise multi-lumen tubing.

Microspec has 18 extrusion lines from 0.5- to 2-in. diam.



Timothy Steele’s plan when he enrolled at Lehigh University in Bethlehem, Pa., probably didn’t include extrusion. As a history major in what is widely considered a preeminent engineering school, his plans obviously didn’t include engineering, either. In fact, Steele was recruited to Lehigh because of his prowess as a long-distance runner, and had it not been for a wayward piece of glass that Steele had the misfortune to step on during training, this two-time All-American had a good shot at making the 1976 U.S. Olympic Team.
I found out that the best lessons were hands-on, at the machine, learning by doing.
Today, in what’s been a nearly 50-year journey—a run that was long in distance and circuitous—Steele runs Microspec Corporation, Peterborough, N.H., as its founder and CEO. Microspec makes a variety of tubes and profiles for medical-device OEMs. It’s forte is tiny, tight-tolerance multi-lumen medical tubes. It has commercialized tubes with 36 lumens, and has quoted jobs up to 42. Its commitment to breaking new ground with innovative products extends to the way it brings those complex products to market: All of Microspec’s sales representatives are engineers.


Steele’s first experiences with extrusion came when he worked for four straight summers during college, running PVC profiles.
“What I learned about extrusion I taught myself,” he says. “At first I read anything I could get my hands on, all kinds of textbooks and technical journals and papers about extrusion. But I soon found out that the best lessons were hands-on, at the machine, learning by doing.”
After college, Steele went to work in product development for a multi-national firm in New Jersey making FEP catheters. He moved to New Hampshire with that same firm, heading up new- product development. Then he was off to Ireland for a three-year stint, helping to set up his employer’s production operation there.
When he returned stateside, Steele brought a business plan with him. His vision was to start a tubing company that would focus on doing things that never had been done before: complex multi-lumen tubes made from a wide spectrum of TPUs, fluorinated polymers, nylons, and elastomers. His business plan, as Steele recalls it, had one basic and fatal flaw—it included no financials. So his employer turned him down. In response, Steele gave six months’ notice; cashed in $125,000 of Nike stock (he still wears Nikes); rented out one room in New Hampshire; and, after buying an extruder and two pieces of downstream equipment “on a handshake,” Microspec was born.
Questions About Medical Tubing? Visit the Pipe, Profile, and Tubing Zone.
Today, Microspec employs 80 people, runs two shifts, and has about $10 million in annual sales. It’s growing rapidly, adding 25 people to its team in the last three years alone. Quite a bit of its growth has been international, as it has established sales channels in Europe, China, and India. Interestingly, Microspec has a strong base of customers who are also competitors—well-established tubing processors that go to Microspec for more complex, multi-lumen tubing that they are uncomfortable running on their own. Notes Norman Langevin, Microspec’s customer-service and project manager, “Out of the top 30 leading medical-device OEMs, we service 25. We’re not the cheapest. We’re certainly not making a commodity, but an intricate, highly precise part. And when our competitors say ‘no,’ we say ‘yes.’”
Microspec may be known best for its expertise in multi-lumen catheters, but it also makes a long list of other types of medical tubes and profiles, including balloon catheters, bump and reverse-bump tubes, multi-durometer tubes, and microbore and micro extrusions. Microspec also makes intermittent extruded tubing, in which a tube is extruded in varying durometers, radiopacity, and/or colors. Every product is developed in collaboration with a customer for a specific need.
“We work closely with customers from concept through product realization,” states Steele. “We’re not afraid to take on a challenge. We’ll take on a project where others have said, ‘This can’t be done.’ We’ll land an order, and develop a process that works. In the 28 years we’ve been in business, there have been maybe two or three projects that were not successful. That’s a pretty good batting average.”
LEAN AND GREEN
Microspec operates out of a pristine, 28,000 ft2 plant. It runs lean and green. Microspec’s manufacturing floor—which accounts for roughly two-thirds of the facility—includes 18 extrusion lines that are used for production and R&D, plus other equipment for R&D and QC. This saves time and cuts production scrap—technicians don’t have to run to another room or building to see if product is out of spec. And there’s a side benefit to this approach, notes Steele: “Having technical production and QC people on the same floor allows people to learn from each other.”
On the “green” side, rooftop solar panels account for 20-25% of the company’s power usage. It also uses heat exchangers that allow its process water to be cooled by ambient air outdoors. And plans are on the drawing board to develop adjacent to the current plant a geothermal-powered building that will house business development and R&D.
“We’re not afraid to take on a challenge. We’ll take on a project where others have said, ‘This can’t be done.’”
Inside the current ISO 13485-certified plant, Microspec’s extrusion lines are housed in a controlled environment. They range in size from 0.5 to 2 in. diam. and are supplied mostly by Davis-Standard, LLC, Pawcatuck, Conn., and Graham Engineering’s American Kuhne, York, Pa. On a given day, about half of these extruders might be used for product runs; the rest for R&D and validation. Two lines are dedicated entirely to R&D.
Microspec extrudes one to three layers in ODs that range from approximately 0.08 mm to 15 mm. Downstream systems are furnished by a variety of suppliers that include Conair Group, Cranberry Township, Pa.; RDN Manufacturing Co., Inc., Bloomingdale, Ill.; and G.F. Goodman & Son, Inc., Warminster, Pa. Depending on the product being run, tanks can be arranged from 8-10 ft up to 100 ft. Generally, the more lumens in the tube, the more cooling is required to extract heat from inside the tube. Each lumen has its own air-supply line. Before being cut or spooled, tube OD and ID are checked by gauges furnished by Beta LaserMike, Dayton, Ohio, and Zumbach Electronics Corp., Mt. Kisco, N.Y.
Microspec runs an extremely wide range of materials, including a variety of TPUs, nylons, fluorinated polymers, and bioabsorbable resins. Microspec is considered a pioneer in extrusion of high-heat engineering plastics such as PEEK, PEI, and polysulfone, as well as fluorinated polymers, including FEP. “We pretty much are set up to run everything except for PTFE or silicone,” notes Langevin. Microspec runs at line speeds ranging from 5-10 ft/min to 400 ft/min.
Regardless of whether the material is hygroscopic, Microspec will dry it before processing. The plant has 14 desic- cant dryers lined up along the back wall of the production/QC floor. Materials like nylon, PC, and ABS must be dried because of their tendency to absorb moisture. But Microspec also goes through the trouble of drying PE and PP to remove surface moisture that could otherwise lead to voids and other surface imperfections in the tube.
To make good extrusion tool, there are just some things you can’t put on a piece of paper.
In Microspec’s QC area are laser-gauging equipment, a highly precise electronic microscope, and pin gauges. Tubing is evaluated at the start of, during, and after each run and before
shipment. In fact, tubing is inspected before an actual production run begins: Technicians typically set up the line, begin making product, and take three pieces for quality inspection before production is ramped up. Microspec has tensile and elongation testing equipment from Instron Corp., Norwood, Mass., and relies on a variety of other materials testing machinery to analyze moisture content, melt flow, annealing, and other properties, depending on what’s required. It maintains historical records of every run.
Last month, Microspec was in the process of implementing an ERP system from IQMS, Palo Alto, Calif. Says Steele, “To compete globally you need these kinds of tools. But I’ve seen ERP systems do a lot of damage at companies, mostly because they try to do everything all at once. We are taking a more gradual, phased-in approach.”
THE SECRET SAUCE
Considering that Microspec makes very complex parts utilizing intricate tooling and a gamut of resins, it’s somewhat surprising that the firm has not implemented simulation software to model how material will flow in its tools. Langevin puts it this way: “At Microspec, our simulator is Tim’s mind and Bruce’s finesse.”
“Bruce” is Bruce Gordon, who runs Microspec’s toolroom. He had his own machine shop close to Microspec and had built the tubing maker’s tooling. Then he decided that running a business wasn’t something he particularly enjoyed. So he told Steele he was getting out of the business, and Steele responded by buying his equipment and hiring Gordon to run it.
Today, all tubing made by Microspec is made with extrusion tools designed and developed by Gordon and his team in-house. The company describes its tooling operation as “a unique blend of traditional designing with pencil and paper on a drafting board, integrated with modern CAD programs run on our state-of-the art wire EDM.” Loosely speaking, it brings the best of art and science together. Says Steele, “To make a good extrusion tool, there are just some things you can’t put on a piece of paper.”
The Microspec machine shop utilizes MasterCAM and SolidWorks software and two wire-EDM machines, along with metalworking and hole-punching equipment. The machine shop has a tool crib for cleaning and maintaining all tooling. Extrusion equipment is also maintained and repaired here.
TRAINING, STEELE STYLE
The Microspec founder and CEO learned extrusion “hands- on.” That approach extends to his management style as well. In a day, Steele will shift from participating in a technical brainstorming session involving engineers with a key client, to setting up a trial, to running the line, and literally everything else in between. He has developed his own training methods for new employees. He likes to give technical presentations every now and then; two of the more recent ones were about processing PEEK and how to minimize gels, which he calls “every extruders’ nightmare.”
It’s not surprising, then, that Steele takes a hands-on approach to teaching newcomers about extrusion. He has respect for universities with polymer education programs, but has found, in his experience, that “those students typically have bad habits that are hard to break.” That refers to gap he believes exists between theory and practice.
So Steele himself has developed a 75-page book that all technical employees are required to read, focusing mainly on process design and flow design. “That book is our training program,” he says. “And when it comes time to put a line together, I tell my people, ‘Remember what you read in that book.’ But of course, there are times when we must set things up differently than what’s in the book. So it’s important that we explain to them why and make sure they understand.”
















Related Content

Specialty Purging Compounds Optimize Color and Material Changeovers
Selecting of the correct purging compound can speed up material and color changeover time and reduce scrap. You’ll even save on material.
Read More
Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More