
A New Name & New Dimension in Mold- Temperature Control
Close Up: Mold Cooling
Controlling both water temperature and flow rate promises dramatic savings in energy and cycle time.

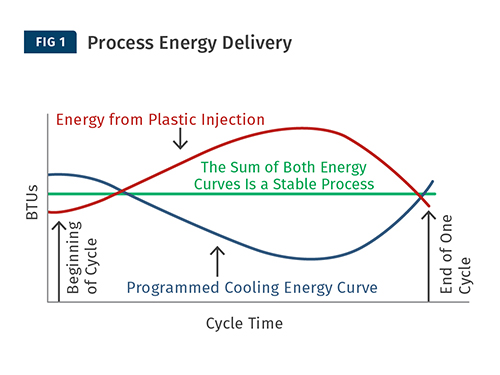
FIG. 1: Computer-controlled gear pump with VFD continuously profiles the water flow rate to balance heat extraction from the mold with the heat input from the injected melt. The result is a stable mold temperature.
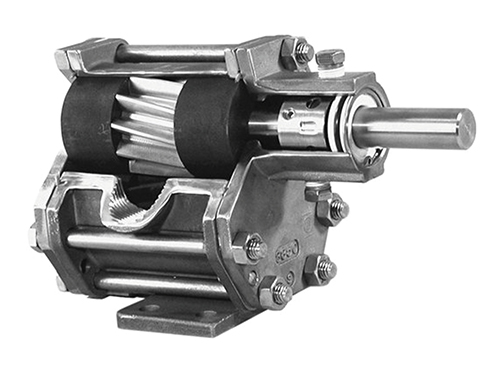
Positive-displacement gear pump is said to provide two to three times higher flow rates than standard centrifugal pumps, and does so with almost fourfold greater energy efficiency.

Stainless-steel cabinet at left houses iCool system with touchscreen display.
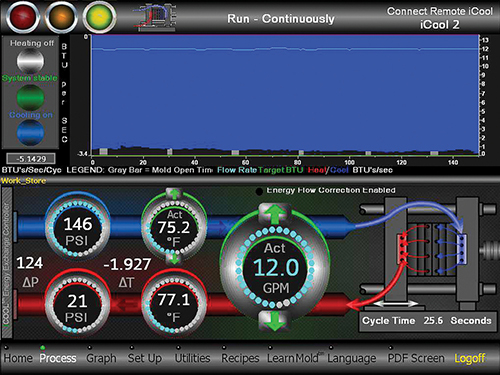
FIG.2: The iCool controller continuously shows supply and return water temperatures and pressures, ΔT and ΔP, and flow rate.
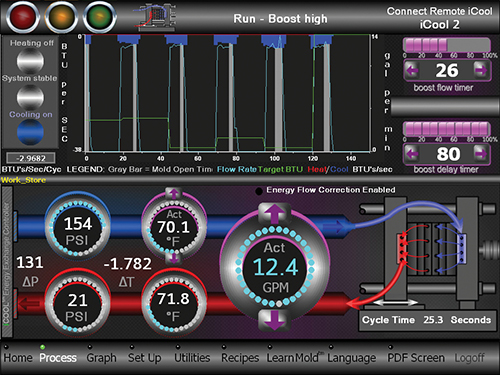
FIG. 3: For passive variotherm molding, iCool can run in BoostMold mode with intermittent intensive cooling. Cooling halts during mold filling and just before mold opening.



After six years in development, a start-up supplier of mold-temperature-control units (TCUs) is coming to market with a new approach that is said to overcome the limitations of previous systems and to provide something that most molders have been lacking: true mold-temperature control.
This development ties into a nascent trend by other vendors to address what they see to be a neglected area of injection molding process control (see Dec. ’14 Close Up on Fakuma Show). It also ties into another trend toward growing interest in “variotherm” hot/cold molding, including so-called “passive” variotherm methods (see February Close Up and March NPE2015 preview).



HARDWARE & SOFTWARE INNOVATION
Based in Bow, N.H., MoldCool USA LLC is a company founded in 2007 by Kenneth E. Johnson, who has more than 43 years’ experience in plastics. For most of that time, he was a mold-design engineer and then a program engineer in the Plastics Molding Systems Engineering Dept. of The Gillette Co. (now part of Procter & Gamble). He also had stints as a manufacturing engineer at Polaroid Corp., Dennison Manufacturing Co., custom molder Injectronics, and former press builder Improved Machinery Co. (Impco).
Johnson retired from Gillette with a mission to do something about the limitations of mold-temperature control as he had experienced it. He saw two major problems with conventional cooling equipment—both standard chillers or TCUs and intermittent or pulsed-cooling systems. The first is that these systems control water temperature but not flow rate—at least not without putting maintenance-prone sensors in the mold. The TCU supply pressure and flow can vary with changing loads on the overall water system as presses start and stop and molds of different sizes are being run, not to mention changes in flow restriction within individual molds. As Johnson discovered in molding at Gillette, when mold-cooling problems cropped up, “It wasn’t the water temperature, it was the flow rate that was causing trouble.”
The second key limitation, says Johnson, is this: “Nobody knows it, but the manufacturers’ data on the standard centrifugal pumps that we all rely on for water circulators says they are terribly inefficient—75% of the energy they consume goes into heat and only 25% into generating pressure and flow. Getting rid of this heat reduces overall plant chiller capacity significantly. Most TCUs also are of relatively low capacity.” Most molders have less than a 1- to 1.5-hp water circulator, according to Johnson.
His solution to both drawbacks is a computer-driven, positive-displacement gear pump powered by a variable-frequency drive (VFD). It has a 5-hp motor specified to generate 150 psi/10 bar differential pressure (delivery minus return pressure) regardless of the chiller supply pressure and any restrictions in the mold cooling channels. It is thus able to provide flow rates two to three times greater than are available with standard technology, according to Johnson. What’s more, he says 90-95% of its energy goes into pressure and flow, not heat. Johnson notes that this higher pressure capability can allow use of smaller water lines, trimming expense for hoses and fittings. He adds that higher flow rates also could allow use of warmer water, for additional energy savings.
The gear pump with variable-speed drive is one key element of Johnson’s patented iCool Intelligent Process Cooling system. The other is a Siemens PLC with proprietary software that continuously computes the thermal energy exchange rate in order to balance cooling against heat energy input from the melt, so as to provide a stable mold temperature throughout the molding cycle (Fig. 1). The gear pump’s output is determined by RPM, since it is a positive-displacement pump. Water flow rate from the mold is measured by a magnetic flow sensor, which Johnson says is insensitive to air bubbles, unlike ultrasonic sensors (which are also more expensive). “Since we are metering the flow out with the gear pump, what goes out must come back,” he notes. “If a water line blows off the mold, we detect the drop in flow and stop the pump before there’s a flood on the shop floor.”
With the VFD, the pump can match performance of TCUs sized from 0.5 to 10 hp. And, like a standard circulator, iCool uses tower or chiller water plus internal heaters to provide supply temperatures up to 200 F ± 0.1° F. Sensors measure the water temperature both to and from the mold. The iCool system does not require sensors inside the mold itself. Controller display shows supply and return water temperatures and pressures, differential temperature and pressure, and flow rate (Fig. 2).
Most important, the iCool system “learns” how to adjust coolant flow rate to maintain a uniform heat-transfer balance throughout the cycle, starting from when the injected melt conveys a large energy input, to the gradual decline of that energy input as the melt cools, and the reversal of heat flow—i.e., out of the mold—when the clamp opens.
Using a software function called LearnMold, the PLC logic senses the size of each mold’s cooling system and immediately computes the highest flow rate available for that mold at the maximum desired pressure limit. In that way, the system is able to ensure turbulent flow for maximum cooling efficiency without overpressurizing a mold, potentially damaging seals and water lines.
LearnMold starts by asking the operator to input the maximum differential pressure desired for that mold. After rising to the maximum ΔP, it then examines the flow rate and pressure while ramping down the flow rate in 10% increments from the maximum for that mold, in order to generate a unique pressure/flow curve for that tool. The process takes about a minute. On each startup of that mold, the iCool controller performs a test, ramping up the pump to check that the pressure/flow curve has not changed. If it does not match the stored curve, the LearnMold function is automatically repeated to establish a new curve.
Another software function, called StartMold, establishes a second temperature for mold startup. After a user-set number of cycles, the system shifts to production settings with a higher cooling rate. Whenever the cycle is interrupted, the controller immediately begins warming the mold back to easy startup conditions so that the mold is not too cold to restart.
If, instead of maintaining a constant mold temperature, a molder wants to take advantage of the benefits of variotherm hot/cold molding—smoother surfaces, better mold replication, less molded-in stress, stronger weld lines, and easier mold filling for up to 50% faster cycles—a software function called BoostMold provides “passive” variotherm operation. The iCool control applies user-selectable short blasts of timed cooling to the mold, starting after the mold is filled and ending before mold opening so that some residual heat from the plastic remains in the tool (Fig. 3). As with other variotherm methods, this can allow use of colder water for shorter periods.
ADVANTAGES DOCUMENTED
MoldCool conducted beta testing at Poly-Ject Inc., a small custom injection molder (12 presses, 55 to 385 tons) in Amherst, N.H. In four trials, the higher flow rate of the iCool gear pump provided an average of 35% shorter cycle times, as follows:
TRIAL 1: HIPS part, 16 cavities, 310-ton press. Cycle before iCool: 40 sec. Cycle with iCool: 27.1 sec.
TRIAL 2: HIPS family mold (2 parts), 2 cavities, 310-ton press. Cycle before iCool: 50 sec. Cycle with iCool: 26.3 sec.
TRIAL 3: LLDPE part, 1 cavity, 200-ton press. Cycle before iCool: 60 sec. Cycle with iCool: 44 sec.
TRIAL 4: TPE part, 2 cavities, 200-ton press. Cycle before iCool: 130 sec. Cycle with iCool: 83 sec.
MoldCool sold its first iCool system to Poly-Ject last December and a second one in March. The local electrical utility company awarded Poly-Ject a 75% rebate of the purchase price over conventional TCUs for documented energy savings with iCool.
This is a premium solution for mold cooling, but Johnson says it will pay for itself in less than a year even without a power-company rebate. An iCool package includes a 5-hp stainless-steel gear pump, dual water filtration, water/air separator, servo proportional valves, magnetic flowmeter, pressure and temperature transducers, Siemens PLC with 15-in.color touchscreen, stainless-steel enclosure, and stainless or brass pipes and fittings. The software includes data-acquisition, archiving, and recipe storage. Pumping capacity can be scaled up or down to anywhere from 4 to 120 gpm, which would cover applications from micromolding to large PET preform systems.
“In the beginning, I thought this would be for companies that want to get more out of their expensive high-cavitation molds,” says Johnson. “They can easily get payback in under a year. But with energy rebates, it’s cost-justifiable even for small custom shops.”
















Related Content

High-Temperature, Low-Flow Indicator for Mold-Cooling Applications
Burger & Brown Engineering has released a new high-temperature low-flow indicator to monitor flow inside critical, restricted cooling paths such as those with bubblers or baffles.
Read More
How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read More
Troubleshooting Leaky Temperature-Control Units
Learn the causes, symptoms and remedies for TCU leaks to keep these vital contributors to plastics processing up and running longer and more efficiently.
Read More
Cooling Geometry and the Reynolds Calculation
The original Turbulent Flow Rate Calculator worked well with a round circuit diameter, such as a drilled passage, but not as well using hydraulic diameters. Here’s how the problem was fixed.
Read MoreRead Next

‘Passive Variotherm’ Cooling Cuts Cycle Time at Low Cost
A hot/cold molding technique lets the injected melt do the heating while water flow is paused.
Read More
Key Themes from the Fakuma Show
Servo-hydraulics, servo sprue pickers, electronic water-flow monitoring/control, and exotic multi-process cells were the headliners in Friedrichshafen.
Read More
INJECTION MOLDING AT NPE: Molding Exhibits Show Off Cell Integration with Multiple Processes & Operations
If you’re interested in lightweight composites, IML, LSR, multi-shot, inmold assembly, barrier coinjection, micromolding, variotherm molding, foams, energy-saving presses, robots, hot runners, and tooling—they’re all here in force.
Read More