
A Simple, Repeatable, Realistic Test of Thermoformability
A new test method enables sheet manufacturers and thermoformers to more precisely analyze and quantify the thermoformability of materials.




The Technoform-III thermoformability analyzer is said to be the first instrument to give a meaningful picture of a material’s relative formability by closely imitating a real forming process.

This screen displays both the menu inputs (at left) and the output of test results in the form of a graph of plug force vs. displacement. The peak of the linear part of that curve is dubbed the “Thermoformability Index.”
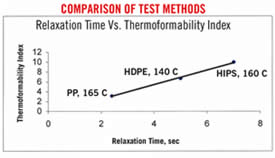
Validity of the Thermoforming Index as a measure of formability is shown by its high correlation with melt relaxation time—a measure of melt elasticity. In this case, the Index equals the force required to achieve a 75-mm draw, a measure of melt strength. Both higher melt strength and higher relaxation time (lower melt elasticity) indicate easier formability. (Melt relaxation data supplied by Donald Hylton, Clark Atlanta Univ.)
A new test method enables sheet manufacturers and thermoformers to more precisely analyze and quantify the thermoformability of materials. The Technoform-III thermoformability analyzer was developed by Transmit Technology Group, a plastics testing and consulting firm in Texas. The device is claimed to be a breakthrough because it closely simulates the thermoforming process under controllable conditions and is repeatable and easy to use. From small samples, it collects quantitative information that can be used to predict or compare forming behavior.



Toward consistent sheet
The novel test method fills an important need because of the growing use of thermoforming for large parts and the lack of reliable tests to determine thermoformability, says Amit Dharia, president of Transmit Technology Group. With his new test device, he seeks to elevate thermoforming “from black art to science.”
“The industry has got to have a practical way to get consistent homogeneous sheet,” agrees industry consultant Bill McConnell of McConnell & Co., Fort Worth, Texas. “This would be a boon to the industry, a big help.”
Currently, 75% to 80% of the variability in thermoforming is the result of inconsistent sheet, according to McConnell. He calls this the most pervasive problem faced today by thermoformers. Depending on process conditions, output rates, amount of regrind, and storage conditions, the feedstock may vary in residual thermal stresses from lot to lot and even between sheets in the same lot. This creates a “blind spot” that converters generally overcome by on-line adjustment of the thermoforming process.
According to Dharia, current formability tests do not accurately reflect the thermoforming process. Among the current methods are the hot tensile/creep, dynamic rheology, melt-tension, and sag tests. In the absence of more useful test methods, thermoformers have had to resort to full-scale thermoforming trials, which require expensive material, tooling, and machine time.3
Mimics actual forming
The Technoform-III analyzer is a miniature thermoforming machine with heating, forming, and cooling functions. It uses a 6 x 6 in. square sheet sample of 20- to 140-mil thickness, preferably die-cut from actual extruded sheet. The sample is clamped between two insulated plates, forming a “tray,” which is placed manually on the loading rail.
The software input menu includes selection of forming method (plug, vacuum, or plug-assisted vacuum), temperature, heating rate, heat-soak time, plug speed, cooling time, maximum plug force, and maximum draw depth. When the test cycle is actuated, the sample tray moves into the oven, where upper and lower infrared heaters heat the sample from both sides. Heater temperatures and distance between heaters and the sample can be adjusted independently. A noncontacting infrared probe continuously measures the sample’s surface temperature. Upon achieving preset surface temperature or temperature and heat-soak time, the tray moves into the forming station within 1 sec. A plunger with a male plug is applied at a programmed speed and a load cell on top of the plug continuously measures the deformation force. When a preset maximum force or deformation distance is achieved, a fan cools the sample for a programmed time. The part is then removed manually from the tray and visually inspected. The test takes less than 30 sec.
Part thickness distribution is measured and recorded manually. The force data are plotted as a function of draw distance or time. The force required to achieve a specified draw depth—or the draw depth achieved with a specified force—is termed the Thermoformability Index (TFI). A higher Index at the desired process temperature indicates better thermoformability. A high Index over a wider range of temperatures indicates better formability with a broader processing window.
The 107-lb tabletop test unit is 30 in. long, 18 in. high, and 12 in. deep. “The fact that it is modeled after a commercial thermoforming machine is the key,” says Donald Hylton, an associate with McConnell & Co. and a research scientist at Clark Atlanta University.
Cost may be an obstacle
Dharia said he will offer two models of test units: one at $18,000 only for pressure forming and another at $27,000 for pressure and vacuum forming. If the machine wins strong adoption, the price could come down, he said. The test unit was unveiled at the SPE Thermoforming Conference in Milwaukee in September.
Hylton notes that the tester’s cost may be a stumbling block to commercial acceptance. “Processors in the thermoforming industry are accustomed to trial and error,” says Hylton. “But no one has determined what that trial and error means in terms of cost. This device could be a major savings.”
Dharia hopes that ASTM in Philadelphia will recognize his test and that the Thermoformability Index will be adopted for the industry.












Related Content

Thermoforming PCR: An Equipment Supplier’s Pointers
Thermoforming PCR is not radically different from forming virgin, but variation in recycled materials can require extra care to get a consistent end result. Start by examining every aspect of the process from the sheet (and extrusion process if run inline) to the final trim.
Read More
OMV Technologies Gets New CEO
Kooper brings 33 years of experience in the industrial and consumer packaging industries to OMV--the closed-loop, turnkey, inline extrusion, thermoforming and tooling systems manufacturer.
Read More
Ingenuity Is Part of This Former’s Name, and in Its DNA
Plastic Ingenuity started in a garage in 1972 and through a commitment to developing best-in-class products stands today as one of the largest custom thermoformers in the world.
Read More
An Automation 'First' for Non-Servo-Eject Trim Presses
Compact, flexible and configurable robotic system is said to be the first to enable thermoformers to fully automate product handling after a non-servo trim press.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More