
Add Some Science To Your Purging Practices
Applying scientific methodology to purging techniques is safer and more beneficial than operating ‘on-the-fly’ or using home-made remedies.

CPC suppliers need to test their products extensively and inform processors of best purging practices. Pictured in Neutrex lab are (l-r) Daniel Blackburn, lab supervisor; David Denzel, district manager, technical sales; and Purgex trainers Darrell McGuire and Brian McGuirk.
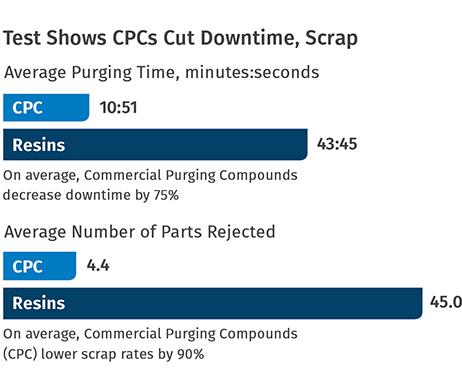
Extensive lab testing of purging with five different resins compared with a CPC shows that purging compounds on average reduced downtime by 75% and scrap rates by 90

A Neutrex lab supervisor at the controls of one of the company’s injection machines where he runs Purgex purging compound trials.

Hands-on training helps processors establish a scientific methodology to obtain the best purging results. Scientific molding expert John Bozzelli (left) offered purging seminars to visitors at the Purgex booth during NPE2015.


Picture an injection molding processor at his favorite machine. The run of PE components is done for the week. Next comes a large part requiring a mold change and a switch to PP. “Might as well purge, too,” he thinks. He gets a couple of buckets of PS and starts purging the machine. After inspecting the first scrap parts and realizing the machine is still not clean, he reaches for a box of laundry detergent and pours in what he feels is “just the right amount” to mix with the PS and complete the purge.
He knows his machine. He knows the materials. He knows the processing temperature. His own recipe of polystyrene mixed with a common household product is based on his years of experience and first-hand knowledge of his process and equipment. It’s more of an art than following the scientific method suggested by manufacturers of commercial purging compounds (CPCs). But when every piece of scrap represents a “lost sale,” and purging with a resin or using a CPC incorrectly can result in 40 to 200 lb of costly scrap on every changeover, shouldn’t the responsible processor trade art for science?


Market-research studies conducted by manufacturers of CPCs during the past decade reveal that processors have mixed feelings about using CPCs. Although about three-quarters of companies surveyed use CPCs, only one-third of these companies purge exclusively with CPCs. The other two-thirds prefer to use a CPC for difficult color changes with commodity resins, or for high-temperature engineering resins or scheduled maintenance. When they dedicate specific machines to one part and one resin, they may prefer to rely on in-house resins, regrind, or their own creative solutions.
Similarly, CPC manufacturers tout advantages of their products over in-house methods: faster purging, more thorough cleaning (including hot runners and build-up on screws), and a contribution to meeting “green goals” through reduced waste, as well as lean manufacturing and Six Sigma protocols.
Yet how can processors make an intelligent decision about the use of CPCs, when there is no standard? Not only are there mechanical, chemical, and chemical-mechanical hybrid types of purging compounds, but each CPC manufacturer has its own proprietary composition, different from the others. Most of these suppliers also offer different grades of their product, and results in the field can vary with every new purging challenge.
WHAT TO EXPECT FROM YOUR CPC MANUFACTURER
To counter skepticism regarding CPCs, decades-old home-remedy purging habits, and purging challenges encountered in the field, the responsible CPC manufacturer should:
• Offer a tested and proven scientific compound that purges more effectively than resin, regrind, or home remedies;
• Provide the information necessary to ensure that the processor selects the right CPC grade for his application(s); and,
• Train the processor to recognize that a technical approach to purging is more effective than random use of a CPC.
For example, Neutrex, which has been manufacturing the Purgex brand of CPC since 1992, has a technical laboratory with injection molding machines and extruders to conduct a wide range of tests. In a self-published report, the company compared the use of five different resins (PP, HDPE, PS, ABS, and nylon) to Purgex for changing from black to natural or yellow. On average, using the CPC decreased downtime by 75%, lowered the scrap rate by 90%, and required 94% less material to purge.
Although no two CPCs are the same, CPC suppliers are united when they articulate the demonstrated superiority of using CPCs over in-house methods. Still, processor skepticism persists due to long-established habits of not purging on a regular basis and/or not following the purging procedures recommended by the CPC manufacturer. This can lead to problems that include material build-up on screws and dies and in hot-runner systems (including valve gates and manifolds), and in cleaning accumulator heads on blow molding machines.
In such cases and others, it is incumbent on the CPC supplier to make clear which of its CPC grades to use, how to use it according to instructions, and what to look for if adjustments are needed.
For example, screw slippage occurs when the screw has difficulty picking up material from the feed throat, which causes increased cycle time and other molding issues. It can be caused by changing from a high-temperature material, such as nylon and ABS, to a lower temperature material like TPO or PP. If the temperature is lowered too soon during the purging process, the previous material will not be removed completely, resulting in build-up on the screw.
“Artistic” ways of removing such build-up have been tried in the field, such as dropping into the feed throat some scraps of wood pallets, crushed walnut shells, or hand soap. Aside from potential damage to the machine, these are time-consuming methods since removal of the nozzle or die is still required. They also do nothing to clean internal components, such as the check ring, and can give off a strong odor (potentially hazardous or even carcinogenic).
HOW TO DO IT BETTER
Instead of employing crude methods, the processor should either use a CPC as directed by the manufacturer, or stop the machine and take it apart to manually remove the build-up. Manual cleaning will take considerable time away from production, whereas using a quality CPC on a consistent basis between material changes will reduce or eliminate build-up on barrels, screws, dies, and hot-runner systems, thereby increasing machine utilization and reducing downtime.
Yet the CPC supplier also has a responsibility to inform processors that its product cannot simply be applied like a laundry detergent or without following purging procedures designed for that particular product or process. Methodology is critical to optimizing purging performance—whether it be the utilization of recommended temperature settings, soak time (if required), the amount of CPC to use, etc.
How much CPC to use can make a difference, as adding “more” can be “less” in terms of desired results. For example, using more than the recommended amount of CPC will increase both the purge time and the purge cost. The CPC supplier that tests its products thoroughly and trains processors in proper purging methodology will have a positive impact on the bottom line of its customers.
When cleaning a hot-runner system, it is also critical to be guided by methodology and knowledge of the application. CPC suppliers need to advise processors on which of their grades are safe for hot runners and the proper purging procedure to be used. This entails preparation during the purge, such as adjusting the shot size, opening the gates, running the CPC, rinsing out the purging compound, and readjusting the settings. Factors such as the resin being processed, operating pressure, size of the mold, and number of gates can affect purging time and performance. Processors working with CPC suppliers will learn purging tips for the particular CPC. Recording test results is recommended.
Although injection molding is the primary application for purging, it is also necessary to purge blow molding and extrusion equipment. Cleaning accumulators on blow molding machines typically requires the use of a CPC volume of two or three times the accumulator capacity. Since the CPC must be removed by the next processing resin, material compatibility between the CPC and the resin must be understood—first by the CPC supplier.
Meanwhile, extrusion is not the main application for CPCs, as extruders often process the same material and color for extended runs, but there is often still a need for purging. Using the correct grade for extrusion purges is critical because a CPC with fillers can have stiffening properties, causing the CPC to be more difficult to remove.
The experienced processor at his favorite machine needs to be reassured that his chosen purging compound grade is not just engineered, but is also prescribed by the manufacturer for his specific application, based on thorough laboratory and field testing. With this knowledge, combined with training easily accessible from his purging-compound supplier, using CPCs will no longer seem complicated. He will be convinced that applying scientific principles of purging methodology will yield proven results in less time and with less expensive scrap than his previous “artful” on-the-fly decisions. Now, picture the CPC-trained, confident processor at his favorite injection machine, thrilled that he is back up and running the next part with a properly purged machine.
ABOUT THE AUTHOR
David Denzel is district manager, technical sales for Purgex purging compounds manufactured by Neutrex, Inc., Houston. He has over 30 years of experience in injection molding management and processes. Contact: david.denzel@purgexmail.com; (800) 803-6242; purgexonline.com.
















Related Content

Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
How to Extrusion Blow Mold PHA/PLA Blends
You need to pay attention to the inherent characteristics of biopolymers PHA/PLA materials when setting process parameters to realize better and more consistent outcomes.
Read More
How Was K 2022 for Blow Molding?
Over a dozen companies emphasized sustainability with use of foam and recycle, lightweighting and energy savings, along with new capabilities in controls, automation and quick changeovers.
Read More
Mold Opaque White PET Bottles – Without Pigment
Trexel and Husky are cooperating on molding recyclable opaque white preforms for PET bottles, which provide a light barrier using foam instead of pigment.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More