
Advanced Styrenic Lets Molder Shed New Light On Automotive Part
Polyoptics teamed up with Styrolution to develop a ‘breakthrough’ process for light guides.

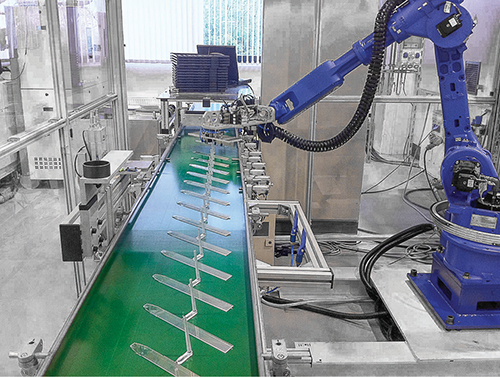
Polyoptics’ automated production using cold-runner injection molding (hot-runner is also available).
Shown here is the homogeneous luminous density distribution using a single LED source.



An emerging leader in optical technology, Polyoptics GmbH has pioneered new technology to injection mold light guides in a single step without any refinishing operations. A high-precision tool insert with a complex laser-processing transverse uncouple structure reduces the production time of a light guide by two-thirds.
These guides are used in applications such as backlight effects in automotive interiors.
Based in Kleve, Germany, the company partnered with global styrenics supplier Styrolution, Aurora, Ill. , on a “breakthrough” technology in this arena, and a new advanced styrenic material was instrumental in its success.



The key purpose of the project was to optimize—both in production time and quality—the current process for manufacturing light guides. That process consists of three successive steps that take a total of 3 minutes: production of transparent plastic plates using extrusion or calendering; cutting light-guide shapes out of the plates with a laser; and creating the complex uncouple structure with laser processing. Moreover, Polyoptic estimates that the third step typically has a 50% failure rate. The new technology has a 60 sec/unit production time and a failure rate of just 8%.
Polyoptics’ technology consists of two major innovations: Optical simulation calculations to zero in on the optimal uncouple structure pattern; and precision tool inserts made via laser processing or laser lithography. The former was used to investigate different uncouple structures. Arrangements of spherical caps, disks, and/or prisms are suitable for light guides. The structures could be either raised or embedded in the guide. The shape, density, angles, and depth of the structure depend on the guide’s geometry and the effect that is intended to be realized. With increasing distance from the light source, the height and diameter of the elements increase to achieve a homogeneous luminous density distribution.
The diamond-turning process used to produce other precision tool inserts is limited by the size of the diamond and the geometry of the “hole to be dug,” says Polyoptics. In case of the light guide, this method is not suitable because the elements are too tiny and the diamond would destroy the top edge of the hole. Reducing the size of the diamond is an option, but the smaller the diamond, the bigger the risk that it will break, Polyoptics explains.
Polyoptics’ first light guides were manufactured using PC. But in 2014, the firm tested Styrolution’s NAS styrene-methyl methacrylate-copolymer. Compared with PC, NAS showed advantages in both processing and optics. Its better flow leads to lower energy consumption and shorter cycles and makes it easier to fill out more complex, thin-walled shapes. The higher light transmission of NAS increases the luminous density, optimizing the output of the light guides without increasing the power of the light source.
Polyoptics’ engineers say their new technology is perfect for high-volume manufacturing and a perfect fit for automotive, especially for interior lighting. Polyoptics is in negotiations with automotive OEMs to apply its new light-guide technology to doorsteps and ambient lighting for controls and instruments. There is also interest from other industries like electronics.
Polyoptics offers optical engineering, ultra-precision tooling, production, and optical coating. Polyoptics molds the light guides on presses with clamping forces from 25 tons up to 500 tons. All are equipped with automation systems in a cleanroom environment.












Related Content

Pyramid’s Relentless Pursuit of Quality
Instilling a culture of quality, and the ability to offer tooling from a sister company, are pushing Pyramid Plastics to new heights.
Read More
Back in the Family Business
In its 45th year, Precision Molded Plastics has carved out a technology and market niche, growing not just when opportunities arise but when they make sense, after its leader changed careers to keep the family business from changing hands.
Read More
Inside the Florida Recycler Gearing Up to Take on Scrap at NPE2024
Hundreds of tons of demonstration products will be created at NPE2024 next spring. Commercial Plastics Recycling strives to recycle all of it.
Read More
US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More