Central Drying Made Simple
Recent advances in technology have made the concept of drying in a central location—as opposed to right at the machine—more advantageous for certain kinds of processing operations.
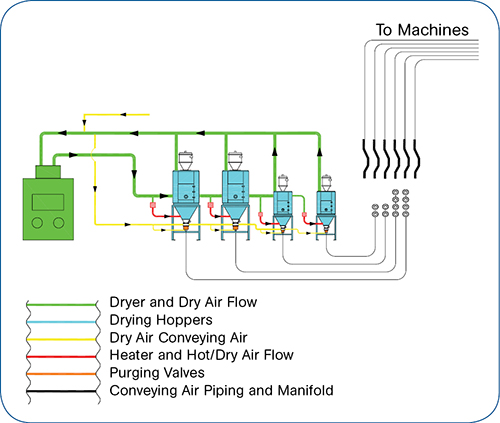
A typical central drying system consists of a dryer, process and return lines , material-dedicated hoppers, purge valves and distribution manifolds.
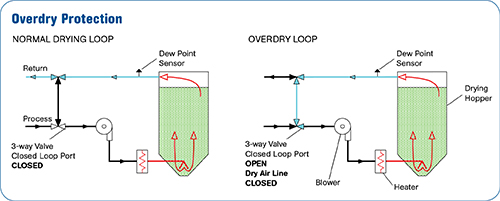
A patented air-flow management system from Novatec has “ normal drying” and “overdry protection” air-flow loops.


Central drying systems are not new, having been first introduced to the North American market in the mid-1980s. But recent advances in technology have made the concept of drying in a central location—as opposed to right at the machine—more advantageous for certain kinds of processing operations.
The basic idea of central drying is to dedicate drying hoppers to materials rather than machines. A single dehumidifier provides dry air to however many hoppers and materials are required, and each hopper is sized for the maximum need of a specific material. If a molder were running polycarbonate at six machines, for example, a single drying hopper just for PC would be used. If this same molder were also processing nylon 6 at four other machines, a second hopper would be provided.



In this scenario, a single dryer would be upsized to provide dry air for both hoppers, each of which would have dedicated air-flow control and a heater to provide appropriate temperature. So, rather than having 10 dryer/hopper combinations, the molder in this example would have one dryer and two hoppers. As additional materials were needed, hoppers would be added and the dryer would be upsized accordingly.
In the 25 years since central drying was introduced it has helped hundreds of processors become more efficient, competitive and profitable through increased uptime, better process stability, lower energy consumption, more efficient utilization of space, reduced maintenance, and numerous other advantages. If you haven’t considered it or thought it would never work for you, you might want to have a look.
But keep in mind that central drying is more of a process than just a drying system, and part of the process is the conveying system from the drying station to the machines. Systems with material-selection manifolds and dedicated lines to machines have been developed to facilitate this. Each machine has a vacuum receiver and a machine hopper, so there are no dryers, hoppers, gaylords, or tilters at the press.
Contamination when changing materials, and moisture regain by the material during conveying, were concerns that have been addressed by purging the conveying lines after each cycle. Dry air is used to convey the material to maintain it in a dry-air blanket from the time it leaves the hopper until it arrives at the machine. With purging and dry-air conveying, you could take any material to any machine, at any time.
Processors with multiple material changes see savings in uptime, energy, and efficiency with central drying. In many cases, emptying, cleaning, refilling, and drying material on the machine require as long as 5 hr. Newer central systems take a few minutes. The time gained for each material change could be 4 hr or more and the uptime value alone could easily add as much as $150,000 or more to the bottom line. Additional savings in energy, space utilization, labor, and quality improvement make central drying a very viable option. Consequently, central drying becomes an investment in efficiency, growth, and profitability.
THE TECHNOLOGY GROWS
Since the early days of central drying, numerous improvements have made central drying more efficient:
•Air-flow management: Each hopper requires a specific flow of dry air in order to ensure proper drying. One hopper in a central system might require 400 cfm and the next only 50 cfm. Insufficient air means poor drying and excessive air means a disruption of the “first-in/first-out” flow of material. Original designs used manual dampers; adjusting them and balancing flow was difficult and sometimes impossible. This problem has been tackled with a couple of different approaches.
Conair Group, Cranberry Township, Pa., has for some time used a manually adjusted “damper lever” to control airflow with a bypass that is actuated if hoppers are off-line and line pressure becomes excessive. Wittmann Battenfeld, Torrington, Conn., and a few others offer an automatic butterfly-type valve that modulates airflow based on conditions in the hopper. This widely accepted concept works well for many applications.
Baltimore-based Novatec uses a dedicated blower for each drying hopper, sized for the airflow of that specific hopper. The dedicated hopper blower takes the guesswork out of adjustment, and individual hopper airflow is stabilized, especially with widely varying hopper sizes. If one or more hoppers are off-line, airflow to others is not affected.
•Purging and dry-air conveying: Purging all dry-material and non-dry-material lines after each conveying cycle is critical to facilitate quick, contamination-free material changes. A number of designs of suction purge-valve assemblies work very well.
Dry-air conveying is essential for some moisture-sensitive materials. ABS does not pose the same problems of possible moisture regain as PET or nylon 6, but I would recommend the “safe rather than sorry” philosophy and purge after all dry-material conveying cycles with dry air.
There are three ways to set up a dry-air conveying system:
1. Dry-air return closed loop: Conveying air is drawn off from the dry-air return line from the drying hoppers and used to transport material to the selected receiver. After exiting the vacuum receiver, the air flows through the vacuum pump. The exhaust from the pump is reintroduced to the return line, just prior to re-entry of the return air to the dryer, completing the closed loop.
2. Traditional closed loop: This system works similarly to the dry-air return closed loop except that the air is not drawn off from the return air. After transporting the material, the air flows through the pump and is carried back to the material pickup point and the loop is closed.
3. Open-loop single pass: This concept gets its conveying air from a free-standing dehumidifier. When the system initiates a cycle it pulls air from the dehumidifier, which can normally bring dewpoints to 30° F below ambient. Be careful when using this in high-humidity environments. The single-pass design eliminates the closed-loop issue and saves some possible conveying issues. Frequent checks of inlet filters on single-pass dryers are important.
DON’T OVERDO IT
Whether in a dedicated dryer or a central system, overheating or over-drying can cause serious problems, especially with nylons. In a central system, overheating can result when a drying hopper is sized for six machines, but only two are on line. The system continues to dry at a six-machine usage rate, and the material becomes exposed both high temperature and low dewpoint for an excessive amount of time causing overheating and/or over-drying.
The problem of overheating occurs when the material in the hopper reaches its desired temperature but is not used and continues to be heated. Discoloration or graying can result, unless a temperature adjustment prevents it. Some systems accomplish this adjustment by simply measuring the number of filling cycles and reducing the temperature if the hopper is not being refilled often enough. A more reliable method is to use a thermocouple on the exhaust air; when a preset temp is reached, the heater is throttled back. Then when fresh material is added, the exhaust temperature is reduced and the hot air ramps up.
Solving the over-drying problem, which can cause weak or brittle parts, is a bit more challenging. The material may be hot but not yet dry, or dry but not at the appropriate processing temperature. The problem occurs when the material is dry, the moisture has been removed, and the dryer continues to blow low-dewpoint air into the hopper. This is a particular problem when running nylon-based materials and can cause serious defects. One method to avoid this problem is to just shut off the airflow, but this can affect material temperature.
Novatec’s patented solution to this problem relies on a dewpoint sensor at the outlet that tells the controller that the exiting dewpoint is the same as the incoming. This lets the controller know that there is no moisture left to remove—equilibrium has been reached. This condition actuates valves that shut off both the incoming dry air and exhaust air from the hopper. A bypass connects the two valves and creates a closed loop, taking air from the hopper outlet and reintroducing it into the integral blower, which keeps air flowing across the heater and through the material, thus controlling the addition of dry air but maintaining heat.
MATERIAL SELECTION
So-called “spaghetti bowls” and “rats nests” of flexible hoses have long been the nemesis of central drying systems. Matching a preselected source with the appropriate destination has not always been easy. Initial designs used external cables and plug connectors but they proved very cumbersome. New developments from Wittmann and Novatec have made source-to-destination confirmation a cost-effective and simple addition to any central drying system.
Wittmann uses a flat, table-type manifold with a wireless, coded RFID system that can even detect if a dust cap is left off a manifold leg. Novatec uses an angular, upright, closed cabinet design with a “hidden wire” principle, as well as self-sealing manifold connectors. In both systems an operator can preselect sources and destinations at the control panel and then match the physical connections. Once the correct selection is made the system can run; if incorrect, the system alarms.
Automated material selection is another option. Most European suppliers have versions of fully automated material-selection valves. Each of these is a self-contained assembly that can accommodate from 10 to 30 or more sources and destinations, depending on the manufacturer. But with just one valve, you have effectively put all your eggs in one basket, so a problem with valve alignment or control can have a devastating effect on the system. Having said that, these devices are well made and work well, though they are rather expensive. Most domestic suppliers seem content to purchase these devices for specific applications. Companies like Lorenz Conveying Products, Cobourg, Ont., Vortex Valves, Salina, Kan., and Vactec have individual valves that can be configured to fit a variety of multiple sources to multiple destinations.
CONFIRM, VALIDATE, COMMUNICATE
Demand for process validation is touching more and more segments of plastics processing. Whether you are in medical molding, electronics, or general custom molding, more and more of your customers are demanding confirmation of how their material was processed. Providing information regarding the material manufacturer, drying temperature, dewpoint, moisture content of finished product, time, and date are no longer the exception but often the norm. In the future, you will be asked for all of this information and more. Some equipment suppliers have seen this need and are stepping up with systems that read barcodes of incoming material, and then trace it through the drying or blending process—logging blend ratios and drying temperatures, times, and dewpoints—and providing full source-to-destination verification.
One long-standing concern for processors has been the question of knowing if and when material is dry and ready to be processed. Historically, processors have had to grab a sample and run a moisture analysis on one of the available testing devices. This time-consuming process only gives a snapshot of conditions at the time the sample was drawn. There has been nothing to report continuously how dry your resin was.
One supplier has indicated that it intends to launch at NPE in Orlando an answer to this longstanding need--a continuous, in-line moisture analyzer that will fit at the base of a drying hopper or storage vessel. Central controls are being developed that will read moisture levels down to 100 ppm at a number of drying hoppers.
Thiele’s Top 10
Reasons to Consider Central Drying
1. Increase uptime
2. Save energy
3. Reduce material waste
4. Eliminate clutter
5. Save floor space
6. Reduce scrap
7. Reduce finished-product inventory
8. Improve competitiveness
9. Reduce labor
10. Eliminate dryer-to-dryer inconsistencies
Related Content

Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read More
The Strain Rate Effect
The rate of loading for a plastic material is a key component of how we perceive its performance.
Read More
The Effects of Temperature
The polymers we work with follow the same principles as the body: the hotter the environment becomes, the less performance we can expect.
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More