
Composite Coating Makes Glass Fibers Less Aggressive in Sliding, Turning Parts
Fiber-reinforced and mineral-filled compounds are not always compatible with use in dynamic applications, where parts slide, rotate, pivot, or move across each other. "When a glass-filled part rubs against a metal surface or even a similar glass-filled surface, rapid abrasion takes place," says George Osterhout, v.p. of Dimension Bond, a Chicago-based supplier of a specialized coating service that can address this problem."The reason for the abrasion is minute ends of the fiber reinforcing materials protruding from the surface of the filled part," adds Osterhout.



%20to%20reinforced%20plastic%20(left).jpg)
Support for actuator rod in rack-and-pinion steering mechanism was converted from powder metal (right) to reinforced plastic (left). Bonded coating on the saddle of the support prevents abrasion and reduces friction between metal rod and glass fibers in the part.
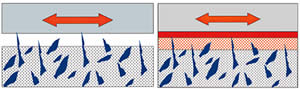
Projecting fibers in reinforced plastics (left) can be very abrasive when the parts slide or rotate against other plastic or metal components. The T-Series coating from Dimension Bond (right) covers up the fibers with a low-friction top layer and a bonding underlayer that contains wear-resistant nano-particles.

Dimension Bond's two-layer protective coating guards the rubbing surfaces of this valve body and its inner, rotating component, both of which are a glass-reinforced plastic.
Fiber-reinforced and mineral-filled compounds are not always compatible with use in dynamic applications, where parts slide, rotate, pivot, or move across each other. "When a glass-filled part rubs against a metal surface or even a similar glass-filled surface, rapid abrasion takes place," says George Osterhout, v.p. of Dimension Bond, a Chicago-based supplier of a specialized coating service that can address this problem.
"The reason for the abrasion is minute ends of the fiber reinforcing materials protruding from the surface of the filled part," adds Osterhout. The sharp ends of the fiber can fracture and cut into the mating surfaces. This can restrict relative motion between the parts, and the part surfaces may instead "cling" to each other.



Several methods have been used to counteract the roughness of the filled parts to eliminate their abrasive tendency. Inserted bearings or wear pads between the surfaces have been successfully used, but they add cost. Coatings based on fluoropolymers such as PTFE, FEP, or PFA have been tried, but there have been problems of poor adhesion and resulting delamination of the protective film from the part. Other coatings with sufficient strength to resist abrasion can require a high curing temperature that can degrade the filled plastic part in the process. Coatings that show better adhesion or lower cure temperatures have been tried, too, but have been proven to be too soft to resist abrasion, says Osterhout.
Multi-layered protection
Dimension Bond developed a special two-layer composite that it applies as a liquid to the plastic part and cures to a highly adherent, low-friction, abrasion-resistant film. (Osterhout uses the word "film" instead of "coating" to describe his products to distinguish them from prior coatings that delaminate.) The new T-series bonded coating, available for about a year, reduces friction and covers the protruding fibers.
The two-layer coating is composed of a top layer containing bronze particles to provide a coefficient of friction ranging from 0.05 up to 2, depending on formulation. The bronze also adds two to 10 times greater wear resistance than an unprotected part. The under-layer consists of specially formulated nano-particles in a resin matrix that bonds to the fibers and the plastic matrix and also brings lubricity and high wear resistance. The nano-particles and resin matrix are proprietary developments that reportedly can be formulated to work with all known filled resins and engineering materials, including PBT, PPS, PET, PPO, PEEK, PC/ABS, acetal, nylon, and epoxy.
Unlike other coatings, the bonded film is said to pass ASTM's 3349-4B adhesion test for plastics. In addition, Dimension Bond says the lubricity is guaranteed for the life of the part.
Proprietary curing process
The film begins as a liquid that is applied and cured on the part. "The film grabs the glass (or fiber) particles, and also flows into the pores of the polymer. There is a chemical reaction with the part surface," Osterhout says.
Dimension Bond applies and cures the liquid coating system in a proprietary computer-controlled process that takes 1 to 3 hr. The part must withstand a minimum of 300 F for 30 min to achieve the proper bond. The process creates a film 0.0005 to 0.003 in. thick depending on requirements and on how far the fibers protrude from the part surface. "The rule of thumb is that films are applied to cover the filaments plus about 50% extra thickness for insurance," he says . The coating is applied only to the required area of the part. Its wear resistance can be tailored from that of bronze/PTFE to four times that level.
Dimension Bond offers the T-Series in a high-temperature composite line that can be used in applications operating at up to 650 F. A low-temperature line works in environments from 300 to 400 F. Dimension Bond also produces a two-layer film coating with a nonmetallic top layer that contains PTFE. It also formulates a lower cost, single-layer bonded coating that can contain an anti-wear agent such as PTFE.
Current applications of these protective films include automotive steering racks, where glass-filled plastic parts have replaced powder-metal bearing cradles. Other uses are valve actuators, moving parts of electrical switchgear, and fluid-handling applications where valve bodies, plugs, or sealing surfaces have been converted from metal to a glass-filled polymer.












Related Content

Ultrasonic Inserts and Heat Staking Kits for Thermoplastics
Made from brass with inch or metric threads, the E-Z Sonic inserts in E-Z Lok’s threaded insert assortment kits can be installed via ultrasonic horn or heat driver.
Read MoreUltrasonic Welding: Tips, Techniques, and Troubleshooting
In this collection of content, we provide expert advice on welding from some of the leading authorities in the field, with tips on such matters as controls, as well as insights on how to solve common problems in welding.
Read More
Heated Nippers Offer Easier Degating
Globeius is now offering heavy-duty heated nippers from MouldPro for safer, more efficient cutting of plastics and removal of gates from molded parts.
Read More
A Guide to Ultrasonic Welding Controls
Ultrasonic welding today is a sophisticated process that offers numerous features for precise control. Choosing from among all these options can be daunting; but this guide will help you make sense of your control features so you can approach your next welding project with the confidence of getting good results.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More