
Composites Embrace Mass Production
The focus this year at the international JEC Composites Show in Paris was not so much on brand-new processes as on adapting existing processes and materials for mass production, especially of large parts with critical structural demands. Attracting the most attention was wind energy, where composite material usage is growing more than 17%/yr, according to Gurit (formerly SP Systems), a Swiss-based global prepreg supplier with U.S. operations.

Robots are keeping composites fabricators competitive in high-labor-cost countries. Matrasur in France has developed robots for automated wet spray-up and dry carbon-fiber prepreg lay-up.
%20robot%20head%20.jpg)
CMS’s Torque 5 (5-axis) robot head is reportedly the first powered by direct-drive servomotors, without gear boxes, for faster, more precise movements.

Fulcrum Composites injection overmolds threads on pultruded rods of Dow’s Isoplast rigid TPU for use in corrosive plant environments. It replaces threads machined directly into the composite rods, which expose glass fibers to corrosion.
Advanced Composites’ Dform prepreg uses unidirectional tapes that are selectively slit across, so they slide past each other, allowing the prepreg to fit a complex mold shape.
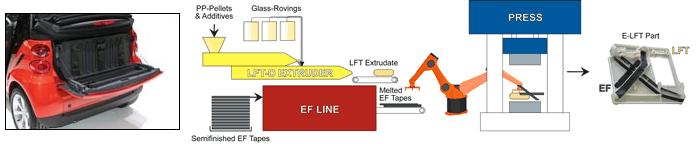
The glass/PP tailgate of the smart fortwo car is the first high-volume thermoplastic composite part made by the E-LFT (endless and long-fiber thermoplastic) process, combining directional fiber with long-glass compression molding.
Another focus at the show was applications in small passenger jets and truck trailers, both being demanding markets for more efficient production technologies. The goal isn’t just shorter cycles, but also lower labor and material cost. Improved techniques to address these demands were presented in Paris for spray up, resin infusion, RTM, and prepreg laminating.
These improved techniques were first introduced as prototypes over the last five years and are now emerging in full-scale production. Examples are automated plants using robots to mold composite swimming pools and bathtubs. Others are methods that eliminate production steps and labor with simpler, “one-shot” methods to place unidirectional glass in thermoplastic or thermoset composites. Still other new techniques are being used commercially in small, simple parts, while testing goes on for larger, more complex applications.


ROBOTS GALORE
Matrasur Composites in France, which has been integrating robots and automation for composite molding for the past three years (see Learn More box), featured its first complete commercial plants at JEC. Discrete robotic work cells have been used in composites for specific tasks like spraying, trimming, and bonding, but the new plants combine multiple robots with other automation in an integrated process. Matrasur’s first installation of this sort, in the south of France, uses a large carousel, two robots, and four operators to spray up six swimming pools (10 x 4 meters) in 8 hr, or 5.33 man-hr per pool. The same plant before automation used to take 26 man-hr/pool.
Even more labor savings are expected for Matrasur’s second fully robotic lights-out plant, also in France, for a large manufacturer of sanitary ware. Due to start up in September, it has two parallel production lines, where seven robots (mostly 6-axis) and one operator make over 200 bathtubs and shower trays in 24 hr.
In this plant, a thermoforming station first forms acrylic sheet into a tub shape. Then a robot moves the shell to a conveyor, which takes it to the spraying station. There, other robots spray it with chopped glass and polyester resin. After it cures at room temperature on the conveyor, a robot brings the part to the trim station, where another robot trims and drills holes. Last, a robot puts the part on a conveyor for packing. The manufacturer had planned to move its French production offshore to save labor, but robotic automation keeps the plant competitive. Matrasur has also developed a robot system for lay-up of dry carbon-fiber prepreg.
An unusual five-axis robot head, called Torque 5, was introduced to plastics processors for the first time at JEC by CMS SpA in Italy (U.S. office in Grand Rapids, Mich.), a manufacturer of machine tools for thermoforming and trimming composites. CMS believes Torque 5 is the first robotic head with direct-drive servomotors. The servo motors, built by Fanuc, replace the usual servo motors with gearboxes. The advantages are said to be higher speeds and tighter position control. The spindle for the cutting head is capable of speeds up to 24,000 rpm.
Addressing growing use of urethane composites, Sirtek srl of Italy introduced robot PUR spray cabins, developed in partnership with Italian urethane equipment specialist Cannon SpA and CMA Robotics SpA in Italy, which supplies 6- and 7-axis “self-teaching” robots for spraying. The system uses low-VOC PUR resins, which Sirtek also produces. Sirtek says it has sold 45 of its robotic spray booths for low-emission resins in the past four years, though none so far in the U.S.
ONE-SHOT PROCESSES AIM BIG
Several companies brought new, faster approaches to forming very large composite parts, like wind-energy nacelles and blades, which are traditionally made with epoxy prepregs and a 24-hr molding process. Advanced Composites Group in the U.K. (U.S. office in Tulsa, Okla.) introduced its Deformable Composite System (DForm) at JEC. DForm is a multi-ply prepreg of unidirectional tapes that are selectively slit crosswise, so cut fibers can slide past each other. Each slit allows only small movement, but the combination lets the long-fiber prepreg be deformed under pressure to fit very complex shapes. The strips are assembled into a single large “tile” the size of the mold and then placed on the tool. The strength of the resulting part “approaches that of a woven-fiber reinforcement,” the company says, but avoids the print-through problems of woven reinforcements. DForm reportedly is suitable for stiff, lightweight automotive body panels with Class-A surface. Advanced Composites is an independent sister company of Aerovac in the U.K. and Richmond Aircraft Products, Norwalk, Calif.
Aeroform Ltd., a U.K. builder of autoclaves, has developed a new carbon-fiber/epoxy prepreg for large parts that competes with RTM. The process uses continuous hot-drape forming technology, which Aeroform acquired in 2004 when it bought Hampshire Laminating. The drape process incorporates directional carbon-fiber reinforcements into a stack, heats the stack with moving lamps, then preforms and partially cures the stack. Heat lamps normally operate at 176 to 212 F to preheat and vacuum form a prepreg, but Aeroform’s HDF (Hampshire Drape Forming) lamps can be designed for up to 356 F, hot enough to precure the epoxy and shorten the subsequent autoclave cycle.
Both Boeing and Airbus use the HDF process to shape composite wing components up to 16 meters long for passenger jets. Even larger drape-forming machines are under discussion for wing stringer and frame parts up to 32 m long. Drape forming is also being tested for lightweight automotive parts.
Also being tested for large parts with tailored fiber reinforcement is the bladder-molding process introduced in 2001 by Quickstep Technologies in Australia (U.S. office in Brighton, Mich.). Quickstep’s liquid-filled bladder mold first targeted large, thin-wall thermoset and thermoplastic composite parts like skiffs and kayaks (see Learn More). Now Quickstep’s demonstration site in Dayton, Ohio, is testing the process with vacuum bagging to mold and cure very thick (up to 2 in.) epoxy prepregs.
The bladder is filled with polyalkylene glycol, which can be heated to about 400 F. The rate of composite heat-up is said to be 66% faster than in a standard autoclave. Hot fluid in the bladder is then exchanged rapidly for fluid at room temperature for fast cool-down and removal of exothermic heat as the part cures. The total cycle is only about 8 hr vs. the usual 24 hr in the autoclave. Quickstep aims to replace traditional autoclaves for mass-produced aircraft parts. It expects regulatory approval this year for helicopter floors and frames in Europe and Australia.
Nidaplast Composites in France (represented here by Nida-Core Corp.) showed a new concept for infusion molding of large structural sandwich panels. Called Rovipan, it combines fiberglass reinforcement with a flow medium and Nidaplast’s 8RI (8-mm resin infusion) PP honeycomb core material, designed not to allow resin to fill the cells. The first commercial application of the Rovipan sandwich for vacuum infusion was in early 2007 for truck floors. Rovipan is in trials for wind-turbine nacelles.
Gurit introduced two new prepregs in its Sprint line that have functional layers to reduce material cost and cycle time. SprintIPT (integrated primer technology) has a built-in primer layer, which saves the separate application and cure of an in-mold gel coat. SparPreg is a heavyweight, ultra-dense material (1000 to 1800 g/m2) designed for structural spar caps in wind blades. It reportedly produces laminates with very low void content—only 1% to 2%, vs. 6% to 10% for a standard wind-energy spar material—and can be formed in standard vacuum forming processes without debulking. Its breathability is reportedly so good that it requires no dry fabric to help remove air, saving labor and material cost.
Trelleborg Emerson & Cuming makes hollow glass microballoons called Eccospheres (20 to 50 micron diam.), which can be used to reduce weight in composites. Trelleborg is working with Bentley Motors Ltd., Crewe, U.K., on applications of Bentley’s process for making metal-coated composite parts. The Bentley process creates a strongly bonded, 200-micron coating of such metals as aluminum, stainless steel, titanium, copper, or nickel on prepreg parts. The aim of Bentley’s process is to prevent print-through of fiber reinforcements in auto exterior panels and to produce a part that “paints like metal.” These goals were met through a sprayed-metal coating (0.2 to 0.3 mm) that is applied to the Class-A surface of a tool, followed by a thermoplastic bonding layer and then the thermoset carbon-fiber prepreg.
THERMOPLASTIC COMPOSITES
Several recently commercialized thermoplastic composite parts featured at JEC also demonstrate more efficient methods of placing unidirectional reinforcements. The winner of the JEC automotive innovation award was the 30% glass-filled PP tailgate for the “smart fortwo” car, made by the E-LFT (endless and long-fiber thermoplastic) process, developed by Esoro AG in Switzerland for Weber Fibertech, an automotive molder in Markdorf, Germany, which owns the process. First presented at JEC in 2004 (see Learn More), E-LFT combines unidirectional glass and PP in the form of pultruded rods with the DLFT long-glass/PP compression molding process from Dieffenbacher GmbH in Germany. The first E-LFT parts went into production in January 2007 at a new plant in Markdorf, which now produces about 130,000 parts/yr.
Rieter Automotive in Switzerland developed a new variant of Dieffenbacher’s DLFT process using natural fibers. The key feature is continuous feed-in and wet-out of abaca fibers (from banana leaves) with molten PP. The hot mix is immediately compression molded into an underbody cover for the Mercedes A-Class—the first such use for a natural-fiber composite in automotive.
Fiberforge Corp. in Glenwood Springs, Colo., has commercialized the first application of its unidirectional-fiber, thermoplastic blank process, introduced at JEC 2007. The application, which went into production at Fiberforge in February, is a military backpack frame made of TPU composite tape.
Another application will be airline seat backs, made by Fiberforge licensee Cutting Dynamics in Avon, Ohio (see Learn More) for Boeing’s 787 Dreamliner. Fiberforge also won a contract to use its process to develop a helicopter flooring system for defense contractor DRS Technologies in Parsippany, N.J., and Sikorsky Helicopter in Stratford, Conn.
Fiberforge uses a patented Relay Station to lay up unidirectional thermoplastic blanks (U.S. Pat. 7235149, 2007). The Relay Station feeds composite tape through a track over a 3-axis moving table. Tape lengths are fed out, cut, and placed on the table. As the tape is placed, ultrasonic welding tips tack the tape to the ply beneath. The table then indexes to accept the next blank.
IQ Group in Lenningen, Germany, a maker of thermoformable structural panels, launched a new one-step sandwich for thermoforming lightweight insulated panels for truck trailers. The sandwich is made of woven glass impregnated with CBT resin from Cyclics Corp. This is a low-molecular-weight reactive oligomer with water-like viscosity that allows it to easily impregnate reinforcements. On curing with heat, it becomes a standard PBT engineering thermoplastic. The panel has functionalized, sticky EVA membranes on both sides, which allow the composite to attach to PUR foam or to a thermoplastic sheet before thermoforming. The sticky membrane, called Jeko, is made by Struktura in Milan, Italy, and was reformulated specifically for CBT composites.
Bond-Laminates GmbH in Brilon, Germany, which makes Tepex thermoplastic prepregs of woven fiberglass and nylon 6, is commercializing its all-plastic hybrid technology, which combines thermoforming with injection molding. Unlike hybrids in which a stamped metal sheet is partly overmolded with plastic, Bond-Laminates’ approach is to form a thermoplastic prepreg and then overmold it with more of the same thermoplastic in an injection press. The process was introduced at NPE 2006, and the first volume production will start next year for a European automotive application.
Meanwhile, GDP (General de Pultrusion) SA in Montendre, France, began commercial use of thermoplastic pultrusion last year. GDP pultrudes profiles of glass and PET or nylon to replace metal supports for automotive sunroofs for a major French auto company. The advantage is much lower thermal expansion than metal.
Fulcrum Composites Inc., Midland, Mich., a thermoplastic pultruder spun off by Dow Chemical four years ago, has developed threaded rods made by injection overmolding threads onto pultruded rods made of Dow’s Isoplast rigid TPU. Fulcrum overmolds rods pultruded by Top Glass SpA in Osnago, Italy. The rods are used as connections, U-bolts, and pipe hangers in corrosive environments like chemical and desalination plants.
MACHINERY & TOOLING NEWS
Aeroform has developed a new lower cost, standardized range of autoclaves, built with shorter lead time. A new sectional door design, for example, replaces a large, costly, one-piece forging. Heating and cooling efficiency is said to be improved by a new airflow design and fiber-optic temperature controls, replacing large numbers of thermocouples.
MAG Cincinnati Automation (also know as Cincinnati Machine) introduced the Charger Small Flat Tape Layer (SFTL) in two models for laminates up to 47 or 100 in. wide. They automate lay-up of long, narrow, flat parts like aircraft stringers and beams, as well as drape-formed skins.
Cyclics has found a new application for its CBT material (see above) in machinable tooling blocks for RTM or vacuum bagging. The low-viscosity CBT oligomer is mixed with up to 67% alumina or calcium carbonate to reduce the CLTE and raise the HDT. The relatively inexpensive blocks (1000 x 500 x 100 mm standard) can be machined six times faster than aluminum, Cyclics says. Molds can be used at up to 419 F vs. 338 F for epoxy molds and 248 F for PUR.
















Related Content

Prices for All Volume Resins Head Down at End of 2023
Flat-to-downward trajectory for at least this month.
Read More
PBT and PET Polyester: The Difference Crystallinity Makes
To properly understand the differences in performance between PET and PBT we need to compare apples to apples—the semi-crystalline forms of each polymer.
Read More
What is the Allowable Moisture Content in Nylons? It Depends (Part 1)
A lot of the nylon that is processed is filled or reinforced, but the data sheets generally don’t account for this, making drying recommendations confusing. Here’s what you need to know.
Read More
Prices of Volume Resins Drop
Price relief is expected to continue through the fourth quarter for nine major commodity and engineering resins, driven by widespread supply/demand imbalances.
Read MoreRead Next

Composites: Lightweight Materials Take on Bullets and Bombs
Topping the news from the year’s biggest composites show are PP ballistic panels, “stealth” composites, thermoplastic RTM, new tooling concepts, microwave curing, “instant” SMC, and laser projection for QC and ply layup.
Read More
Composites Getting Faster and More Automated
Molds that can change configuration, automated tape laying and winding, robotic sprayup, and faster prepreg molding processes highlighted the focus on productivity at the international composites show in Paris. RTM innovations round out this news report.
Read More
New Robotics From JEC 2004 Speed Up Composite Molding Process
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read More