
Compressed Air Isn’t Free!
Compressed air is a convenient and often essential utility, but it is very expensive to produce, and most of the energy used to compress air is turned into heat and then lost to the system and environment.
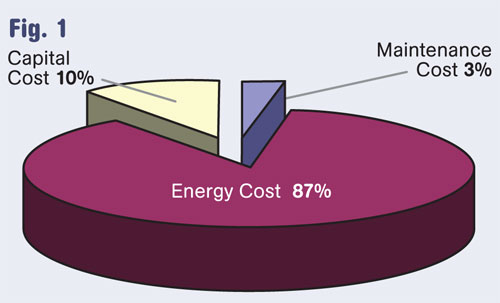
Fig. 1—Relative costs of compressor operation (8000 hr/yr).
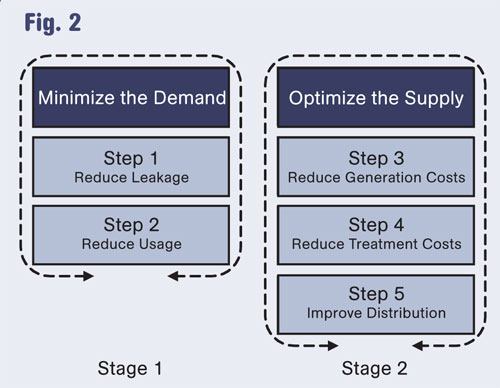
Fig. 2—A compressed-air management program consists of two stages with a total of five steps. Stage 1 must be completed before Stage 2 is started.


Compressed air is a convenient and often essential utility, but it is very expensive to produce, and most of the energy used to compress air is turned into heat and then lost to the system and environment. Only about 5% of the energy used at the compressor becomes available to do work at the point of use. So at the point of use, compressed air costs more than 10 times the equivalent quantity of electrical power—i.e., an equivalent cost of around 70¢/kWh. At this price, it should never be wasted and only used when necessary.
In addition to the generation costs, compressed air also must be treated to remove moisture, oil, and dirt. It is obvious that the higher the air quality required, the greater the energy consumed by the treatment system.


Reducing the cost of compressed air is one of the easiest energy management activities that a company can undertake. This is because most companies are very poor at managing compressed-air use, and the potential gains are both easily quantified and easy to achieve. This is one of the first areas that any company should investigate for small investment and rapid payback in energy savings.
The cost of compressor ownership over 10 years is made up overwhelmingly of the cost of energy used to operate the compressor. In a typical 24-hr day, five-and-a-half-day week (6336 hr/yr), a medium-sized 100-kW (134-hp) compressor motor will consume energy worth approximately around $49,000. Even a relatively small 30-kW (40-hp) compressor (probably smaller than most of those used in plastics processing) will cost over $13,000 to run.
For factories running 24/7, the cost of energy used is even higher. It is far more than the capital cost of the compressor, so attempting to save money on the initial cost of a compressor by buying a product with poor energy efficiency is a bad bargain. An energy-efficient system is highly cost-effective, even if it costs much more to install.
MANAGE YOUR COMPRESSED AIR
Compressed air is an expensive resource and the best way to achieve savings is to implement a compressed-air management program. This is a structured program designed to reduce energy use at all stages of the compressed-air process and is structured in two stages with five steps in each stage.
For the average company, such a program can save up to 50% of the cost of compressed air by inexpensive housekeeping measures such as making end-users aware of the cost of compressed air and enlisting their help in reporting leaks.
Stage 1: Minimize the demand. This is the first task in compressed-air management and should be completed before any steps are taken to optimize the supply. It is simply not logical to optimize the supply for excessive demand caused by wasteful use or excessive leakage.
- Reduce leakage: Leakage is a total waste and must be minimized as first step. Leakage rates in poorly maintained compressed-air systems can run as high as 50%, and typical leakage rates are 30% to 40% of the total generated. For a small 30-kW compressor, such waste costs around $5400 annually.
- Reduce usage: Compressed air is often misused because everyone assumes it is free. In reality it is one of the most expensive services in a plant. All applications of compressed air should be checked to see whether it they are essential or simply poor engineering for convenience.
Stage 2: Optimize the supply. After the demand is minimized, it is then possible to start to optimize the supply to produce the required demand at the minimum energy use and cost.
- Reduce generation costs: Generating compressed air is the largest energy cost, and simple measures can reap considerable savings. The ultimate solution is to review compressor specifications to define your real needs. This is a matter of choosing the right compressor, locating its air intake appropriately, using the right pressure settings, and controlling the system for optimum energy efficiency.
- Improve distribution: The actual distribution piping and the condition of the distribution system has a large effect on the system losses, and optimizing the distribution system can produce large reductions in the cost of supplying compressed air.
- Reduce treatment costs: Treatment of compressed air is an expensive operation that is often ignored, even by companies that are good at managing compressed air. Again, simple measures to optimize drying and filtration can produce large and permanent savings.
- (Details on each of these steps are provided in my book, Energy Management in Plastics Processing. See About the Author below.)
THE COMPRESSED AIR MAP
One of the best tools to have for managing compressed air is a ‘Compressed Air Map’ of the site. This is a layout of the compressed-air system with all of its components and the usage points listed on the map. When creating the map, it’s important to pay particular attention to any applications where compressed air is discharged to atmosphere. Pneumatic cylinder movement and controls use relatively little compressed air, but there are many applications where it is freely discharged for cooling, product movement, or similar wasteful practices.
The map provides an overall guide to leakage reduction, usage reduction, and supply improvements and will inevitably reveal many areas where processes can be changed to reduce costs.
The effectiveness of compressed-air generation and use can be monitored in the same way as other aspects of energy consumption. A kWh meter fitted to the compressor feed will enable hourly running costs to be determined, and this can be plotted versus production volume to determine the cost of compressed air versus production output.
COST ALLOCATION IS IMPORTANT
As with any service, the users should pay for what they consume. When I visited a European company that did injection stretch-blow and extrusion blow molding, the managing director complained that the stretch-blown products were easy to sell but that the extrusion blow molded products always seemed expensive to the marketplace. Our investigations showed that the stretch-blow molding system was using a 40-bar (580-psi) compressed-air supply, costing in the region of $450,000/yr, but its cost was being allocated over the whole company by the finance director.
This meant that the extrusion blown products were, in effect, subsidizing the stretch-blown products because they used none of the 40-bar compressed air. This naturally made the extrusion blown products more expensive and the stretch-blown products cheaper than they should have been. No wonder their sales were skewed—the firm was allocating the costs incorrectly. We will cover ways to reduce compressed-air leakage next.
About the Author
Dr Robin Kent is founder and managing director of Tangram Technology Ltd. in Hitchin, Herts., U.K. Tangram provides consulting and training in plastics engineering and design. Kent has 36 years’ experience in injection molding and extrusion as technical director for several processing companies in Europe. Articles in this series are adapted from Energy Management in Plastics Processing (2008, 265 pages, pidbooks.com). Contact rkent@tangram.co.uk or visit tangram.co.uk.
















Related Content

How Was K 2022 for Blow Molding?
Over a dozen companies emphasized sustainability with use of foam and recycle, lightweighting and energy savings, along with new capabilities in controls, automation and quick changeovers.
Read More
Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
As Currier Grows in Medical Consumables, Blow Molding Is Its ‘Foot in the Door’
Currier Plastics has added substantial capacity recently in both injection and blow molding for medical/pharmaceutical products, including several machines to occupy a new, large clean room.
Read More
Foam-Core Multilayer Blow Molding: How It’s Done
Learn here how to take advantage of new lightweighting and recycle utilization opportunities in consumer packaging, thanks to a collaboration of leaders in microcellular foaming and multilayer head design.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More