
Compression Molded PET Preforms Challenge Injection Molding
Lower cost, higher quality and productivity, and the potential for lightweighting beyond anything yet seen are benefits claimed for a new continuous compression molding process for making PET bottle preforms.




The process starts with continuous extrusion of a PET parison, which is sliced into blanks or “gobs.”

Compression molded PET preforms have no gate—eliminating many potential quality problems and allowing for lightweighting by stretching the bottle “foot.”
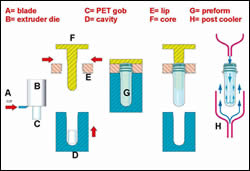
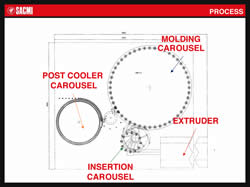
Figure 1: Above: Figure 2: Below: Sacmi’s PAM process involves continuous extrusion of PET, which is cut off into “gobs,” which are placed in a rotary compression molding carousel and then in a post-cooling wheel.

The continuously turning compression molding carousel is housed in a dehumidified enclosure.
Lower cost, higher quality and productivity, and the potential for lightweighting beyond anything yet seen are benefits claimed for a new continuous compression molding process for making PET bottle preforms. The Preform Advance Molding (PAM) process was introduced at the recent K 2007 show in Dusseldorf by Sacmi Imola S.C. of Italy. It’s still too early for PAM to offer a serious challenge to injection molding. By next month, Sacmi plans to have built two machines for in-house development use and hopes to commercialize the system in the second half of this year.
While potentially fomenting a battle between injection and compression molding for the preform business, SACMI has a foot in both camps. Its PAM system is an outgrowth of its established machinery for continuous compression molding of beverage-bottle caps and other closures, which now can turn out up to 100,000 caps/hr. On the other hand, Sacmi recently established a PET division to offer complete preform manufacturing systems encompassing injection presses from its Negri Bossi subsidiary (which now incorporates two other Italian press makers with preform experience, Oima and BM Biraghi), as well as Negri Bossi robots and Sacmi’s preform molds and vision inspection systems.


CONSISTENT PREFORM WEIGHT | |
| (0.5L CSD, 98-MM LONG, PCO 1810 NECK) | |
| Average Weight | 22.955 g |
| Minimum Weight | 22.911 g |
| Maximum Weight | 22.997 g |
| Range | 0.086 g |
| 3 Std. Dev. | 0.057 g |
(0.25%) | |
How It Works
Figures 1 and 2 (shown on right) show the overall process layout and sequence of operations. As with Sacmi’s cap-molding systems, PAM starts with an extruder. The current-generation PAM002 system uses a 120-mm model from Amut of Italy that can process 1760 lb/hr of PET. It continuously extrudes a cylindrical parison, which descends from a vertical die and is cut by a knife into a slug or “gob.” The gob is grabbed by an insertion carousel and dropped into one of 48 mold cavities on a spinning carousel. As it turns (9.5 to 10.5 rpm), the cavities rise to meet the cores and thread splits and mold each preform under 2 tons of force. (PAM systems can be built with up to 5 tons per cavity.) The molding carousel processes standard 0.5L carbonated soft-drink (CSD) preforms—23-g weight, 120-mm long, PCO 1810 neck finish—at up to 450 to 500/hr.
After a 6.5-sec molding cycle (approx. 90% of which involves actual pressing), the core and neck splits lift the preform out of the cavity and another robot transfers the preforms to a post-cooling carousel. The latter has 256 sleeves in which preforms are air-cooled inside and out for the equivalent of 5.3 molding cycles. The preforms leave the system aligned on a conveyor, which permits integration of 100% vision inspection (at up to 650 preforms/min with Sacmi’s PVS-1 multi-camera system) or direct delivery to a stretch-blowing machine.
Better Than Injection?
Sacmi claims several benefits for its new process:
- Quality—According to injection molding sales manager Marco Savorani, “Fifty to sixty percent of preform quality problems are related to the gate. This system has no gate!” Preforms thus avoid problems of voids, pinholes, or crystallinity at the gate, as well as long or pulled gate vestiges. The preforms are handled carefully so they are not scratched or dented.
- Savorani also cites higher preform consistency. “Each cavity is independent. There are no ‘critical’ cavities as in injection molding,” he says (see table). He also says the preforms have lower acetaldehyde (AA) content because the melt is exposed to less shear than during injection and is molded at only 500 to 536 F, which is 27° to 36° lower than usual. Savorani says tests on preforms molded of 0.8 IV PET showed AA content of 2.5 to 2.6 ppm.
- Productivity—Lower temperature molding, faster filling, and separate cooling allow for faster molding cycles. For an output of 27,000 preforms/hr, injection molding requires 72 mold cavities, while PAM needs only 48.
- Cost—Savorani says the price of a PAM system will be competitive with a preform injection system of similar output capacity. Molding at lower temperature and tonnage saves energy, Sacmi notes. But the biggest savings come from reduced scrap and potential lightweighting. Preforms without a thick gate vestige are lighter to start with and perhaps can have a thinner bottom because now the bottom area can be stretched, Savorani points out. Most exciting of all, he notes, is the potential to use higher-viscosity resins than have been usable with injection molding—perhaps as high as 0.87 IV, though such a resin is not commercially available at present. Higher IV means higher strength, which would permit further lightweighting. The limit of that weight reduction is still being defined.












Related Content

New PET Stretch-Blow System Saves Energy & Downtime, Aids rPET Use
New-generation Contiform PET stretch-blow molding machine from Krones is designed for sustainability throughout.
Read More
50 Years...600 Issues...and Still Counting
Matt Naitove marks his first half-century in plastics reporting, with a few of his favorite headlines.
Read More
Modified Machines to Mold Unusual PET & PP Bottles at K 2022
K 2022 visitors looking for new ideas in stretch-blown containers will be treated to two novel collapsible concepts a the Nissei ASB booth.
Read More
50 Years of Headlines … Almost
I was lucky to get an early look at many of the past half-century’s exciting developments in plastics. Here’s a selection.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More