
Conveying, Drying, Crystallizing PLA : The Energy-Saving Packaging Solution
Tips and Techniques: Handling PLA Bioresin
When the new industry term “bioresins” hit the plastics community in the early 2000s, polylactic acid (PLA ) made its way to the top of the list in a class of new plant-based materials.
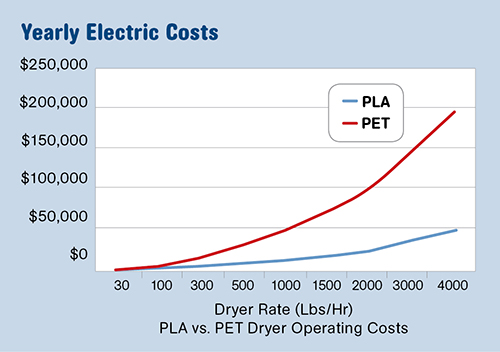
PLA has exponentially lower operating costs compared to PET. This comparison is based on 9¢/kWh and operating 24/7 for 50 weeks a year, drying PET at 315 F and PLA at 160 F.

For drying PLA, low-temperature heating units are available with gas and electric heating in the same unit.
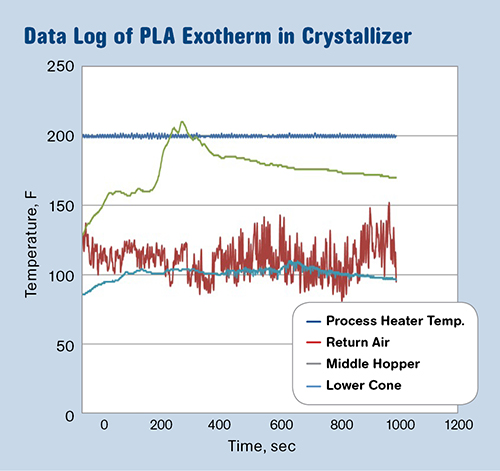
A special characteristic of PLA is the degree of exotherm or “heat bloom” during crystallization, which can raise the material temperature (green line) above the process-heater temperature (blue line). Without appropriate adjustments, agglomeration could result.
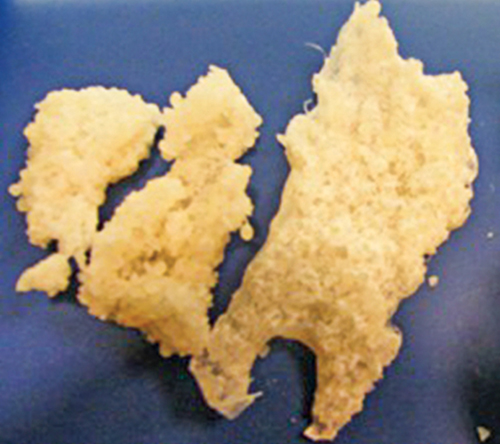
Excessive temperatures in crystallizing amorphous PLA can produce solid agglomerates that must be broken up mechanically or trapped and removed.

Complete cleanout is facilitated by access hatches in the hopper conical section and Clean-in-Place discharge shredder vacuum takeoff.
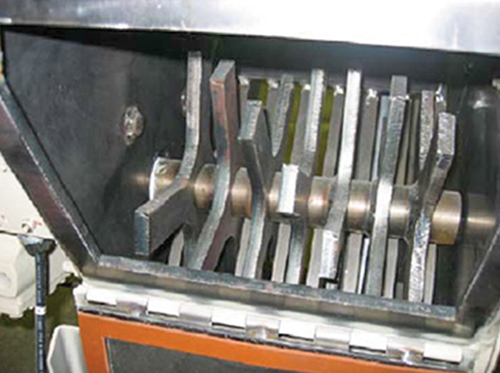
Internal shredder breaks up PLA agglomerates to a conveyable size.


When the new industry term “bioresins” hit the plastics community in the early 2000s, polylactic acid (PLA ) made its way to the top of the list in a class of new plant-based materials. Made by microbial fermentation of cornstarch to lactic acid, PLA would become the pre-eminent new “green” material, derived from renewable feedstock, industrially compostable, and processing at much lower temperatures than conventional resins.
Suppliers of PET material-handling, crystallizing, and drying equipment took a cautionary interest in learning about the intricacies of this material, which would fill the same basic market demands as PET. A fresh industry approach to processing problem-solving emerged as the material supplier, processing equipment supplier, and processor worked together to make the launch successful.


While the initial price point for PLA was high, it remains relatively stable due to the agricultural raw materials vs. its petroleum-based counterparts. However, the processing advantages of PLA are what the users will really appreciate: It can provide tens of thousands of dollars in annual energy cost savings due to its lower crystallizing, drying, and melt-processing temperatures. PLA melts around 200° F lower than PET. Drying PLA requires only about 25% as much energy as drying PET. And PLA processors incur no higher capital costs than for running PET—and perhaps even lower costs, depending on the power source (electric or gas).
These benefits are not without a downside. It takes a learning curve for processors who are used to running PET. The steps will be familiar to PET processors—blend virgin with regrind, crystallize, dry, and then extrude sheet—but there are significant differences. Focused attention must be directed to preventing any cross-contamination between PET and PLA if both are run in the same plant.
PLA dryer heating units must be configured to handle only half of the heat load of PET and employ process controls to prevent wide temperature variations. The PLA material stream must keep moving in a steady state, as stops and starts will produce negative results such as degradation and agglomeration.
CRYSTALLIZING & DRYING
Virgin PLA resin, as manufactured by NatureWorks LLC (Minnetonka, Minn.), is crystallized and dried to 400 ppm moisture level prior to leaving the production plant. If supplied in a gaylord container, a moisture-resistant foil liner is supplied to maintain the low moisture level. If the PLA is received in undamaged boxes and liners, the drying requirements are minimal but still necessary. If the foil liner has been opened or the material is supplied in a bulk source such as a railcar and silo, drying definitely will be required.
PLA can absorb around 2000 ppm moisture at open room conditions. A dehumidifying hopper dryer can bring the moisture content down to 250 ppm for melt processing. Due to the lower processing temperatures, 250 ppm is about the minimum attainable but is sufficient, compared with drying PET to 50 ppm moisture.
Drying PLA requires a heat level so low that sometimes a heater is not even required on the dryer. PLA dries at 140 to 160 F, vs. 325 to 350 F for PET. PLA’s drying range is the minimal output air temperature for many desiccant dryers. As air passes over desiccant, the energy released by adsorption of water molecules elevates the air temperature to approximately 50o F above ambient. Added to this is air heating by compression of the fan.
Dehumidifying dryers are still typically equipped with a heater unit to provide control over the heating process. Equipment is often configured to handle both PLA and PET, so a full range of heater capabilities (140 to 350 F) is specified in the design. This heat source can be an electrical heater or a gas heater using natural gas or propane as a fuel. In many cases, a “Dual Fuel” heating system is supplied, incorporating both gas and electric heaters in a single system for flexibility.
Like PET, virgin PLA is delivered pre-crystallized. If not crystallized, PLA will become sticky and clump when its temperature reaches 140 F. This is PLA’s glass-transition temperature (Tg); the point at which the amorphous material begins to soften. (Amorphous PET will agglomerate at 180 to 200 F.) Regrind material recovered from in-house production such as
extruder edge trim or thermoformer skeleton scrap must be crystalized before it can be reprocessed. If uncrystallized PLA enters the drying process and is exposed to heating above 140 F, it will agglomerate and cause catastrophic blockages throughout the vessel. Therefore, a crystallizer is used to allow PLA to transition through the Tg while being subject to agitation.
PLA crystallizes at substantially lower temperatures than PET—200 to 220 F vs. 325 to 350 F for PET—so, existing process heaters used for PET may need alteration to allow a wider
range of heating capability. Another consideration is the exothermic reaction that may occur in the crystallizing vessel. At Universal Dynamics, we refer to this phenomenon as “heat bloom.” Using data-logging methods, we have detected material temperatures inside the crystallizing vessel that exceeded the process-air temperature. It became very clear that we must plan for this condition to prevent process upsets and resulting agglomeration in the crystallizer. One element of the solution is to keep the material moving with a slowly sweeping agitator blade.
Universal Dynamics developed a line of discharge accessories to handle any occasional occurrence of agglomerates. PLA agglomerates behave very differently from those of PET, which will crumble apart quite readily when met with gentle force. PLA clumps, on the other hand, are nearly indestructible. We decided that a method to downsize the agglomerates into vacuum-conveyable clusters would be necessary. UnaDyn produces a Clean-in-Place Discharge/Shredder Conveying Adaptor to place in-line at the crystallizer discharge to catch and break up any remaining agglomerates. Alternatively, a “Charge Box” can be installed to trap any agglomerates larger than conveyable size. We also designed a unit to discharge the collected agglomerates out of the system on demand or in a continuous-flow cycle.
One of the advantages of PLA processing over PET is the true operating cost. Assuming an electricity cost of 5¢/kWh and 24/7 operation for 50 weeks/yr, a PLA crystallizer operating at air inlet temperatures of 190-220 F (vs. 300-350 F for PET) at 1000 lb/hr will save close to $10,000/yr in process-heater electrical costs. After crystallizing, drying PLA at 160-180 F (vs. 300-350 F for PET) and 1000 lb/hr would save over $12,000/yr additionally.
AVOID CROSS-CONTAMINATION
Another key component to successful PLA processing is the complete separation from PET. As PLA melts at temperatures 200o F below that of PET, if even a speck of PET remains in
PLA, it will produce an “unmelt,” gel, or “fish-eye” in the extruded sheet. If PLA particles contaminate PET, they will degrade at the higher melt temperature and produce black specks.
The system design will require provisions such as separate drying or crystallizing hoppers for PLA and PET, redundant material lines, or special access hatches and hopper clean-out
features. Universal Dynamics uses solid sheet metal with no perforations in the hopper air-dispersion area to promote ease of thorough interior cleaning. Access hatches can be provided for confined areas so that all traces of dissimilar material can be evacuated.
CONVEYING & STORING PLA
Low-velocity conveying must be used to prevent generating excess dust from friable PLA and preventing frictional heating that will result in streamers and agglomeration. While PET can be conveyed at up to 6000 ft/min, PLA should travel at around 3200 fpm at the pickup and 5000 fpm at the terminal end. Vented shear protectors will help reduce pellet shear. Other measures to reduce resin degradation include a process-air cooler, special piping with interior anti-friction treatment, and special elbows to minimize streamers.
For storage silos, white exterior finishes minimize heat absorption from sunlight. Silos are typically fitted with a special air-dispersion fitting where dehumidified air or even low-dewpoint compressed air is injected to blanket the silo. Such dry-air sparging prevents moisture accumulation within the tank due to atmospheric humidity.
BLENDING REGRIND
Typical sheet operations depend on recovery and reprocessing of thermoformed skeletal and edge-trim scrap. Unlike PET, PLA regrind must be blended with virgin before the crystallizer to ensure that the flake regrind has some mechanical separation provided by the crystalline pelletized virgin in order to prevent agglomeration. Processors usually have difficulty processing blends of PLA regrinds over 50% since the higher tack properties of the PLA will cause clumping more readily. But with experience, some processors have achieved rates up to 80% regrind, but only after sufficient trials.
About the Author
William B. Goldfarb has worked at Universal Dynamics since 1985 in the positions of sales engineer, material handling systems manager, v.p.of the Integrated Systems Group, and since 2007 as president. He was involved in developing the first PLA crystallization system and remains involved in equipment development, Contact: (703) 490-7000; email: bill.goldfarb@unadyn.com; web: unadyn.com.
















Related Content

How to Effectively Reduce Costs with Smart Auxiliaries Technology
As drying, blending and conveying technologies grow more sophisticated, they offer processors great opportunities to reduce cost through better energy efficiency, smaller equipment footprints, reduced scrap and quicker changeovers. Increased throughput and better utilization of primary processing equipment and manpower are the results.
Read More
Finding Efficiencies in How Components Work Together
Auxiliary systems are vital to the proper functioning of a plastic processing line, and they can be a source of major cost and efficiency improvements.
Read More
Novel System Produces Color on Demand
Ampacet’s FluxQF technology features a quick-dispersion universal carrier with novel machinery that provides automated color blending in quantities down to 50 lb.
Read More
Cost-Effective Single-Screw Feeder
New line of feeders said to be ideal for pellets, granules, and other free-flowing bulk materials.
Read MoreRead Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More