
Cooling in Tough Times: How to Save Energy and Maintenance
In today’s down market, plastics processors are discovering a whole new set of problems related to operating at reduced capacity.




This central-chiller pump tank has variable-frequency drive controls mounted on either side of the main electrical box.
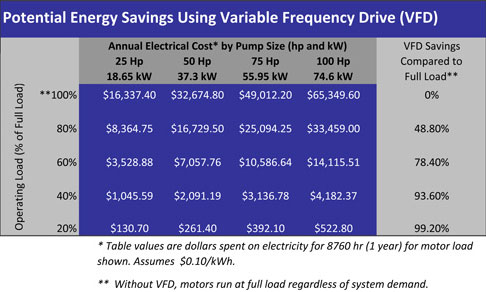
Potential Energy Savings Using VFD
In today’s down market, plastics processors are discovering a whole new set of problems related to operating at reduced capacity. Consider the case of one injection molder that has 40 injection molding machines and, until recently, was operating around the clock. (The molder did not want to be identified by name.) Now, with business slower, the plant may run only 20 or 25 machines during the day and shut down entirely on weekends and sometimes during the third shift. The firm’s managers did not realize that this posed a problem for its cooling system until they noticed the water pipes vibrating and swaying, especially when the system was starting up. Twice, this violent water-hammer effect caused joints in their water lines to rupture, flooding part of the plant and requiring plant downtime for cleanup and repairs.
The molder used a central cooling system from Conair. Mike Bergen, Conair heat-transfer system design engineer, explained the cause of the problem: “The pumps in a central cooling system are usually driven by fixed-speed motors. If they are designed to deliver 700 gal/min, they will continue to try and pump 700 gal even if several machines are shut down and only 500 gal are actually flowing through the system. Unfortunately, all the energy that would normally go into moving the higher volume of water is converted instead into higher pressure and heat, wasting a lot of power and even potentially damaging system components.


“Also, when the system is restarted after a shutdown, the fixed-speed pumps go from zero to full-speed instantly, driving large amounts of water through the lines at high pressure. This is when you see the pipes banging and swaying and why rigid joints can come apart. Unfortunately, these are significant problems for many processors these days.”
FAST-PAYBACK SOLUTION
To deal with this situation, Bergen suggested swapping out the fixed-speed motor controls and replacing them with variable-frequency drive (VFD) units (sometimes called inverter drives), which allow an AC motor to run at variable speed. “The payback was massive,” Bergen recalls, and the conversion paid for itself in a matter of a few weeks. Here’s why.
A VFD allows the speed of the pump motor to change as the cooling load fluctuates, as indicated by a pressure sensor at the end of the water line, where pressure will be lowest. Operating a pump this way, Bergen says, reduces energy consumption and the high-pressure spikes that can cause water hammer and piping damage.
The big savings for this molder and others (see accompanying table below) arise from the fact that the relationship between pump speed and power consumption is cubic rather linear. When the load on the system is reduced by half, the power consumed is reduced by one-half cubed, or to one-eighth of full load, Bergen explains. So an electric motor running at 80% capacity would draw just 51.2% of the power required for a system running at full load. Likewise, a motor operating at 50% load will consume 12.5% of the full-load power.
Another advantage of the VFD is that it can be programmed for a “soft start,” ramping up to the desired speed over a user-selectable time span (such as 30 sec, 1 min, or 2 min). In contrast, a fixed-speed motor is either on or off. When power is applied, it goes immediately to full speed and this rapid change has two effects. The first is the water-hammer problems described above, and second is the impact on electric power rates due to the high current drawn when the pump motor starts.
Still another benefit of VFD, Bergen notes, is that it converts AC power to DC and back to AC, so the power consumed has a near-perfect power factor that contributes even more to lower electrical costs.
Bergen points out other places in a plastics plant where a VFD can be cost-effective—in a cooling tower, for instance. A temperature sensor in the tower water can provide feedback to a VFD fan controller, ramping fan speed up and down as needed to maintain a consistent, economical water temperature. With this approach, the fan draws less electricity, power factor is improved, and there is less need to adjust water temperature using power-hungry chillers or mold-temperature controllers elsewhere in the plant. It all adds up to savings.
Why haven’t plastics processors made the switch to VFD before? Bergen says it is because a cooling system ideally should be sized to run at full speed more or less continuously. When business is good and capacity is highly utilized, the payback on the slightly higher cost of VFD is not as clear-cut. However, as processors today find themselves running at less than full capacity, and as electric power rates increase, companies are looking for ways to reduce costs and improve performance. VFDs answer that need. They can be ordered on new central chilling systems or retrofitted to existing equipment.












Related Content

Temperature Control: What You Need to Know to Comply With New Cooling-Fluid Regs
Beginning the first of this year, 12 states are following EPA bans on potentially damaging cooling fluids. Chiller suppliers have adjusted equipment designs to accommodate the new regulations. Here’s what all this means to processors.
Read More
Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read More
Follow These Best Practices When Working With Heat Transfer Fluids
Effectively choosing, operating and maintaining thermal fluid can positively impact productivity in plastics processing.
Read More
Cooling Geometry and the Reynolds Calculation
The original Turbulent Flow Rate Calculator worked well with a round circuit diameter, such as a drilled passage, but not as well using hydraulic diameters. Here’s how the problem was fixed.
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More