Custom Conveying Systems Pay Big Returns for Molders
Two injection molders of very different kinds of parts recently faced production problems related to inefficient conveying systems.


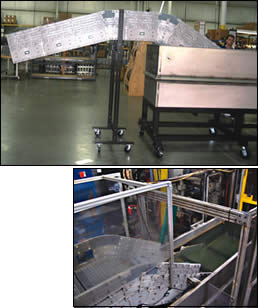
Ipex reduced mold cycle times for heavy-wall pipe fittings by up to 40% with the aid of a customized DynaCon cooling conveyor that runs through a water bath.
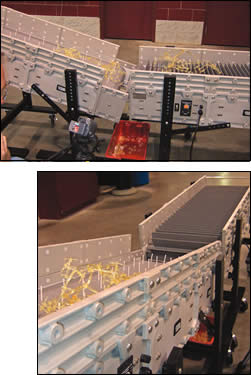
Two conveyors solved a parts/runner-separation problem for a medical molder and saved considerable manual labor. Tall flights on the first conveyor hold the long runners while the small parts fall between the flights. Parts fall off the end of the first conveyor into a box (in this test setup), while fingers on the second conveyor grab the runners and take them to a granulator.
Two injection molders of very different kinds of parts recently faced production problems related to inefficient conveying systems. Both found solutions through customized conveying systems with special capabilities tailored to their particular needs. Both systems were delivered by Dynamic Conveyor Corp. (DynaCon), which supplies modular, reconfigurable systems for light- to medium-duty applications.
The first beneficiary is Ipex Inc. of Mississauga, Ont., a supplier of municipal piping systems, including extruded pipe and injection molded valves and fittings made from PVC, CPVC, ABS, PP, PVDF, PE, PEX, and plastic/metal composites. The company was dissatisfied with very long cycle times for molding heavy-wall fittings because of extended cooling times inside the mold. When the in-mold cooling time was reduced the parts would deform while cooling outside the mold, making them unusable.


The second case is that of an Illinois-based producer of specialty pharmaceutical and medication-delivery products. It injection molds various plastic parts for its medical products. The company was faced with a conveying challenge in one job where 30 to 40 small plastic parts left the mold together with long runners. Parts and runners must be separated prior to packaging. Employees performed this task manually, which required a considerable amount of time.
Moreover, the original conveyor system contributed to poor yield and quality issues such as part distortion as a result of pieces getting caught under the side rails of the conveyor, as well as contamination from belt particulate.
COOLING CONVEYOR
Working with Ipex, DynaCon developed a system that places the thick-walled pipe fittings onto a conveyor that is partly immersed in a cooling-water bath. Once the parts are cooled, the conveyor carries them out of the water tank and air-dries them. The water-bath cooling system consists of a plastic modular conveyor with drive flights to carry the fittings through the cooling tank and then out of the water to be dried by air amplifiers (blowers), a DynaCon accessory item.
“By cooling the parts with the water-bath conveyor, we have been able to reduce cycle time by up to 40%,” says Ipex technical manager Ric Atchison. “The water-cooled parts pass all dimensional and functional testing,” He adds that Dynamic Conveyor was the only company his firm could find that offered a conveyor made of plastic that would not deteriorate from exposure to long periods of running water.
Ipex expects the DynaCon cooling conveyor system, installed last fall, to repay its purchase cost within 10 months and generate cost savings of approximately $65,000/yr.
LESS LABOR & MAINTENANCE
A modular system that allows removal or addition of conveyor sections and an easy-to-clean plastic belt were the initial attractions of the DynaCon conveyor for the Illinois medical molder. What clinched the decision was the customized solution to the firm’s part-separation challenge, according to the company’s engineering manager. (Both the firm and the manager did not wish to be identified.) He says the height and spacing of the conveyor flights as well as the modular plastic belting are keys to this successful conversion.
DynaCon’s solution used two of its modular conveyors equipped with Intralox plastic belting (produced by Intralox, LLC USA, Hanrahan, La.). The first conveyor has a flat-top belt with flights spaced about 1 in. apart. When the small plastic parts and runners exit the molding machine, the small parts fall into the spaces between the flights while the runners rest on top of the flights.
This is followed by a second conveyor with a belt that has perforations in the belt surface. Small plastic rods are pressed into the belt perforations to create vertical “fingers.” As the first conveyor discharges to the second conveyor, the small plastic parts between the flights fall down between the conveyors and onto a third, up-feed conveyor that deposits the parts in a box. Meanwhile, the runners are captured by the fingers of the second conveyor and are carried away to the grinder.
The company’s engineering manager reports that the company tested the two-conveyor system prototype for effectiveness. After initial testing, adjustments were made to one conveyor to shorten its height, an easy task due to the conveyor’s modularity. The final conveyor model was then specified with Intralox belting with additional molded-in sideguards to protect the parts from the conveyor side rails, eliminating any chance of part distortion.
“Since installing the new conveyor system over six months ago, we have significantly reduced labor requirements,” says the engineering manager. “Employees no longer need to manually separate the parts from the runners. Furthermore, maintenance time has been reduced by over 20% just on belt changes, as none have been required.” He also confirms that any issues of belt particulate—common with standard rubber belts—have been eliminated. Moreover, the new conveyor system has resulted in a significant increase in output. “Because parts are no longer getting caught under the side rails, we are able to shave one second off of the press cycle times. This has resulted in a $90,000/yr savings.”
Related Content
PiovanGroup Rebrands, with Mostly Minor Name Changes
For the most part, subsidiary company names will remain, with slight modifications meant to enhance the Group’s identity.
Read More
Finding Efficiencies in How Components Work Together
Auxiliary systems are vital to the proper functioning of a plastic processing line, and they can be a source of major cost and efficiency improvements.
Read More
Resin-Selection Station Conveys Material on Demand
NPE2024: Powerful, space- and labor-saving station makes the connections and conveys material automatically on command.
Read More
Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More