
Do It All in the Mold
NPE: The Big Picture
In-mold assembly, decorating, labeling, finishing: In-mold “what-have-you” has been a trend in injection molding for years.

In-mold finishing is a new and developing technology. Engel’s clearmelt process uses a sliding-plate or rotary-platen mold to injection mold a thermoplastic substrate and then overmold it with a two-component liquid PUR clear coat for scratch resistance.

Engel will demonstrate a more elaborate version of its clearmelt process at NPE 2012 in Orlando. It uses the IMD process to back-mold a touch-sensitive capacitive film and then overmolds the entire part with a clear PUR anti-scratch coating. The result is a touch-control console for car interiors.
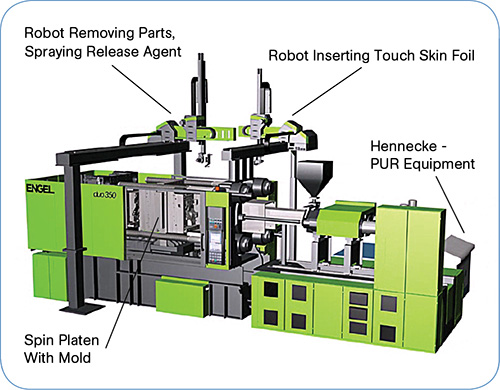
The diagram shows the process setup with an integrated PUR meter/mix system from Hennecke.

Engel’s organomelt process is an example of another new, complex in-mold operation that preheats, preforms, and overmolds continuous-fiber thermoplastic composites to replace sheet-metal/plastic overmolded composites and save weight.



In-mold assembly, decorating, labeling, finishing: In-mold “what-have-you” has been a trend in injection molding for years. With the overall trend following the “do it in the mold” mantra, new variations of processes and technologies appear at almost every major plastics trade show. It’s 2012, and with NPE around the corner, this is a good time to see what’s out there at the moment, where the industry is heading, and what to perhaps expect in the years to come.



WHY GO IN-MOLD?
The motivation to employ in-mold technologies is quite often a complex one. Improved part functionality, a different look, better quality, and reduced cost are a few to mention; although focusing on reducing cost in order to compete might be the wrong way to look at potential applications. Too many other benefits can be achieved when considering in-mold technologies, with reduction in cost very likely being an additional resulting benefit.
In order to properly estimate the cost advantages of any advanced in-mold process, one needs a very good understanding of the overall cost structure of the manufacturing site. Cost benefits are usually readily apparent when looking at the total cost from the pellet coming into the plant until the final part or assembly leaves the manufacturing site. If looking at part cost only, the picture can get easily distorted.
Every step that can be done inside the mold and molding machine takes tremendous amounts of cost, complexity, risk, and demand for process control out of the manufacturing process. The low-hanging fruits to be mentioned here are cost for parts or WIP (work in process) being stored for subsequent operations (assembly, printing, joining etc.) and the equipment and personnel required to do these tasks.
Along with the requirement for storage before performing post-mold operations comes the need for increased internal logistics, which not only consumes manpower on the shop floor, but also adds administrative costs, which are very often overlooked. Looking at it from an ideal point of view, every step outside the molding machine added to provide the part or assembly with the functionality needed to fulfill the requirements in its final application is essentially—to put it in Kaizen terms—“Muda” (wasteful, non-value-added, unproductive).
Another big advantage of in-mold technologies is that although the molding process usually increases in complexity, overall manufacturing process complexity is reduced. When there is a reduction in complexity, a reduction in process control and quality checks usually follows. Very often, an increase in quality can be seen in the final part/assembly.
A very good example of this is parts manufactured with an in-mold assembly process vs. a conventional molding approach. Conventional molding in this example would be molding the parts separately and then feeding them to either inline or offline automation equipment for assembly. Assuming a three-component part utilizing in-mold assembly, only one machine and process is to be controlled, vs. three individual machines and processes along with perhaps a complex automation line. Without going into details, it is assumed that everybody can imagine how huge the potential can be for reducing quality efforts in this simple example.
It should also be mentioned that an in-mold assembly process is usually more stable and less vulnerable to environmental (temperature, humidity) changes on the shop floor, especially when we look at shrinkage or dimensional stability. If the parts are properly designed and made with a well-built mold and an adequate high-quality machine, the parts usually fit perfectly by default.
But there is a lot more to in-mold technologies than pure assembly or insert operations. Looking at what is in the works right now, there is a new trend to combining various technologies in a single production cell. This dramatically extends the amount of achievable functionality of an injection molded part or assembly in a single production step. The combination of technologies allows for the creation of parts with unique properties and possibilities.
FRONTIERS OF IN-MOLD DEVELOPMENT
One area to expand on is a process recently introduced by Engel called organomelt (first demonstrated at the K 2010 show in Germany). The aim is to replace overmolded sheet-metal assemblies with an all-polymer solution for enhanced recyclability and improved bonding. The biggest advantage that this technology offers is to produce parts/assemblies with the same mechanical properties as the steel sheet-metal counterparts but at half the weight or less.
This is done by using continuous carbon, glass, or aramid fiber sheets that are impregnated with a polymer of choice to best match the material used for overmolding. In the production process, the sheet is preheated outside the molding machine and then inserted into mold. During the closing movement, the sheet is preformed in the machine and then supporting structure and/or functional elements are molded onto it. With the sheet using the same polymer material as the overmolded features, a perfect bond is achieved.
With the current process mainly being used in an overmolding setup, developmental work is being done to combine it with processes like MuCell microcellular foam to create cellular structures for even further weight savings. Organomelt can also be combined with gas or water injection technologies to create hollow structures and tubes within a part for even higher load-bearing capabilities and improved mechanical properties.
What’s truly unique with this technology is that, for the first time, “space-age” composite materials are being introduced to a high-volume/low-cost manufacturing technology like injection molding. The ability to produce composite parts with injection molding is truly a milestone and a major achievement, with several companies involved in major R&D work to push the technology further.
Another area of relentless development can be seen in inmold labeling (IML) and in-mold film decoration (IMD or IMFD). With the capabilities of the films and foils constantly improving, new areas of applications are constantly being developed.
Major breakthroughs have been achieved in organic circuits for RFID tags, which are directly encapsulated into a finished product for traceability, quality assurance, and warranty/liability concerns, as well as trademark-infringement protection.
Conventional film decoration will remain strong as printing and surface technologies will continue to evolve and allow for new optical and haptic properties on plastic parts. Creation of
high-quality surface appearance is and will remain a major area of development. Interest in a high-gloss surface combined with deep and rich color remains one of the design trends for the near future, especially in automotive and consumer electronics.
There is one particular technology within in-mold film decoration that should be looked at in more detail—capacitive films. What is so amazing about these films/foils is that they add gesture-recognition capabilities to any plastic part or surface—a function familiar on your cell phone’s touchscreen. It is also possible to high-pressure form those films into a 3D geometry, like any conventional film/foil, and insert them into the mold for subsequent overmolding. Utilizing this technology allows for the creation of truly “smart” plastics and will allow the integration of entirely new functionalities into injection molded parts or assemblies.
Seeing the potential of this particular technology, a group of highly innovative companies led by Magna Exterior & Interior Systems in Munich, Germany, teamed up to create the “Sensitive Surface” project. The group created a buttonless and switchless automotive center control console combining film insert molding with Engel’s clearmelt process. The capacitive film is inserted into the first station of a horizontal spin-stack mold and conventionally overmolded with PC/ABS. The mold then rotates and closes again, and in station two the entire part is overmolded with a two-component liquid PUR to create a high-gloss, self-healing surface. (The PUR meter/mix machine is located beside, and integrated with, the injection machine.) The gesture-sensitive area in the part allows for control of the car’s entire entertainment and communication system, as well as all HVAC functions.
The list of advantages and benefits compared with a classic cockpit design is equally impressive; reduction of required parts from 100-130 to just three, 50% weight reduction, assembly time in the car shortened from 6 min to a mere 10 sec, and scratch resistance improved from 6N to 20N. On top of all these benefits a 30% cost reduction is achieved as well.
The molding system for this project debuted at Fakuma last October, including an assembled cockpit to demonstrate the capabilities in a true automotive setting, and will also be on display at NPE2012 in April in the Engel booth (943).
In addition, I would like to mention a technology currently in active R&D, though it may be a while before it reaches fruition: in-situ polymerization. Liquid monomers are injected into the mold, where polymerization occurs. The low viscosity of the monomers allows tremendous potential for injection molding to leap into a new realm of applications and possibilities. Stay tuned for more details over the next six months.
As processing, machine, mold, materials, and supporting technologies evolve, “doing it in the mold” will continue to grow and expand into new areas. The big leaps forward will be made with combinations of multiple technologies in a new way within a single molding cell.
Squeeze Tubes Made in One Step
With Multi-Injection + IML
A process developed by Dutch packaging firm Plasticum Group BV (plasticumgroup.com) molds squeeze tubes in one step, without the usual separate steps for extruding the flexible body and molding and assembling the shoulder, neck, and cap. Plasticum demonstrated the process at the K 2010 show in Germany on an Engel e-motion T 280-ton all-electric tiebar press with a rotating “cube” mold from Otto Hofstetter AG in Switzerland (otto-hofstetter.com). The process starts with rolling PP in-mold labels outside the press and inserting them into four annular cavities using Beck Automation robotics (also from Switzerland, beck-automation.com).
Then soft PP copolymer is molded inside the labels. The mold then opens, rotates 180°, and PP homopolymer is injected by a second barrel mounted on the moving platen to form the integral flip-top closure. The robot flexes the living hinge to close the caps before the finished tubes are ejected. Cycle time was 12.5 sec. Plasticum says that eliminating the conventional tube shoulder cuts weight by up to 40%.

















Related Content

Kurz Opens New Plant in Vietnam
The maker of decorative thin films invested 37 million euros in the new 60,000-m2 plant in Quy Nhơn, which joins regional production facilities in China and Malaysia.
Read More
Slimmer All-Electric Press Debuts
A slimmed-down version of Engel’s all-electric, e-mac injection molding machine is among eight displays, which also include LSR micromolding, quick mold changes and a cube mold.
Read More
In-Mold Labeling Adjustment Head
Beck Automation says the new adjustment head targets production of small medical consumables packaging.
Read More
Borealis and Bockatech Showcasing Ultra-Lightweight Reusable PP Cups
Use of Borealis PP and Bockatech’s EconCore next-generation foaming technology yields thin-wall, robust and fully recyclable cups.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More