
Energy Miser: Use Less Energy to Generate Compressed Air
#11 in a series
Last month, we addressed how to minimize your plant’s usage of costly compressed air.
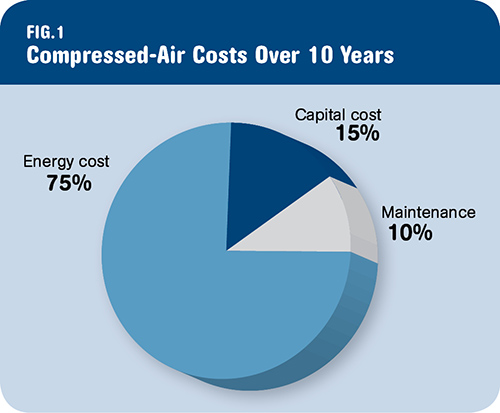
Over a 10-yr period, capital cost of a compressor is dwarfed by the operating cost.
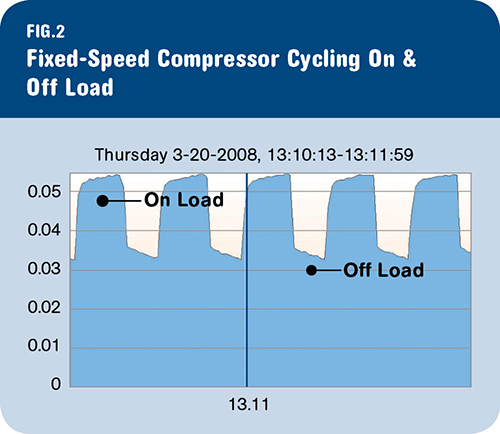
Conventional fixed-speed compressors still use a significant amount of energy—in this case, 68% of on-load power— when running off-load. Installing controls that cycle the compressor motor completely on and off, or buying a variable- speed-drive compressor, are more efficient alternatives.



Last month, we addressed how to minimize your plant’s usage of costly compressed air. The next task is to optimize the supply to meet your reduced demand at the minimum energy use and cost. It is tempting to go straight to this step, but minimizing demand first is essential to set the correct level of supply.
Generating compressed air is a very energy-intensive and expensive process. The capital cost of the compressor is actually very low compared to the operating costs. Over a 10-year period, the capital cost of the compressor is only 15% of the total “cost of ownership,” whereas energy represents a massive 75% (see Fig. 1). It pays to get the most energy-efficient compressor possible and to size it correctly to your needs.



HOW COOL IS THE INTAKE AIR?
It is amazing how often one finds that the area that houses the compressor is significantly hotter than the rest of the plant. Cold air is denser and already more compressed than hot air and therefore needs less energy to be compressed. Using hot air from the services area to feed a compressor will inevitably decrease the compressor efficiency. Cool, clean, dry intake air will lead to more efficient compressor operation. Compressor intake air should always be drawn from the coolest possible source. Use cooler outside air wherever possible.
For every 6° F drop in intake air temperature there is approximately a 1% increase in compressor efficiency. For a 30-kw compressor costing $25,000/yr to operate, a 6° F reduction in intake-air temperature will save $250/yr for virtually no cost (and the savings will be even greater in winter when temperatures are colder).
BACK OFF THE PRESSURE
It will come as no surprise to find that the higher the pressure to be generated in your compressed air, the more expensive it is to provide that air. Reducing the generation pressure will save you money—perhaps a lot of money. Even small reductions in pressure setpoint can result in significant energy cost reductions: About 1% of generation energy is saved for every 1 psi reduction in setpoint.
Most compressor systems in plastics processing are set at 100 psi, but there is rarely a specific reason for this setpoint. In fact, most systems can operate at 80 psi without any problems. Reducing the setpoint by 20 psi will reduce generation costs by around 20%, often with no effect on operations.
Try this: Check the pressure setting on your compressor. Reduce it by 1 psi. Wait a week, and monitor production quality and efficiency to determine whether the pressure change created any problems. If no concerns are seen, then reduce the compressor setting by another 1 psi and wait. Again, look for any effects on your quality or operations. Continue the process until concerns arise. Solve those concerns, if possible, and continue the process until a practical minimum pressure is found.
Note: Higher pressures increase compressed-air leakage and consumption at open air lines. A decrease in the pressure setpoint of 1 psi will also decrease leakage and open air-line consumption by around 1%.
Tip: Do not be fooled by the nameplate air-pressure ratings on processing machines. Many machines have a nameplate rating of 100 psi and then use a regulator (cunningly hidden inside the machine) to reduce the actual pressure to around 50 psi.
If some of your machines have a real local demand for 100 psi, then it’s still possible—and more efficient—to reduce the overall system pressure and use small local booster units or “air-pressure intensifiers” close to the relevant processes.
A COMPRESSOR IS NEVER REALLY ‘OFF’
Older compressors are generally fixed-speed units. That is, they will run “on-load” until the system is charged to the pressure setpoint and will then switch to the “off-load” mode until the system pressure falls enough to switch the compressor back “on-load.”
Many people think that a compressor running “off-load” is not using any energy, but nothing is farther from the truth. Figure 2 shows the energy usage of a compressor that is cycling on-load and off-load, and it is obvious that the off-load condition still uses significant amounts of energy. For this compressor, the power drawn while on-load is 190 kw and the power drawn off-load is 130 kw. This means that when off-load and generating no compressed air, this compressor still uses 68% of the power it uses when on-load and actually doing real work. All the energy used during the off-load period is wasted and is rejected by the compressor as heat.
Avoid no-load operation if at all possible by improving your compressor control systems. For compressors with a very long off-load cycle, it may be possible to minimize the off-load energy consumption by stopping the compressor altogether if the system demand is low and there is adequate air-receiver capacity. An automatic control can be set to stop the compressor once the upper pressure setpoint is reached and then restart the machine when the lower setpoint is reached. The on- and off-load cycle times should be checked so that the number of stops and starts are within the recommended criteria for the motor and that starting up the motor does not itself use excessive energy.
For sites with multiple compressors it is possible to use electronic sequencing (rather than simple pressure switches) to control compressor operation. This approach can also be used to rotate the use of compressors to equalize wear.
The best solution to minimize unproductive off-load energy consumption is to use a piston or screw compressor fitted with a variable-speed drive (VSD, also known as a variable-frequency drive or inverter drive). These use a variable-speed AC motor to continuously adjust the amount of compressed air generated and will significantly reduce energy use, especially when the compressor is lightly loaded. Where the demand for compressed air is high, it is possible to provide the base load with a fixed-speed compressor and use an additional VSD compressor to provide the variable demand and trim overall energy usage.
Monitor your compressor operations, and if the compressor is operating with a long off-load cycle then strongly consider purchasing a VSD compressor to reduce costs.
Switch off compressors during non-working hours. They are only feeding leaks or creating them. If there is an operation that needs a constant source of compressed air, then consider a smaller dedicated compressor to allow the main system to be switched off.
















Read Next

Energy Miser: Reducing Compressed-Air Usage
Many manufacturing sites operate on the assumption that compressed air is free. Usage is totally uncontrolled, and open air lines cost real money.
Read More
Energy Miser: Plug Costly Compressed-Air Leaks
Last month we introduced the idea that compressed-air usage is one of the first places any manufacturer should look to reduce energy cost.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More