
Extrusion & Compounding at NPE: Advances Push Efficiency Envelope
Blown film towers may have been scarce, but there was no shortage of new technology aimed at helping to make extrusion processors more profitable.

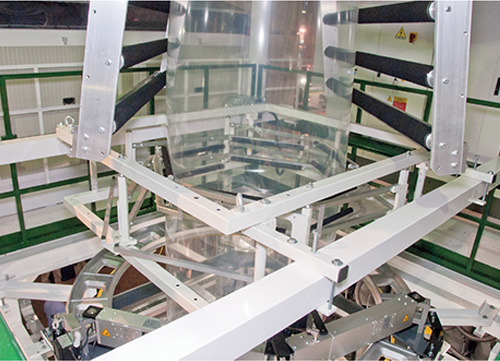
Macchi was one of the few blown film suppliers who ran a line at NPE2012, a three-layer system for collation film. (Photo by Jeff Norgord)
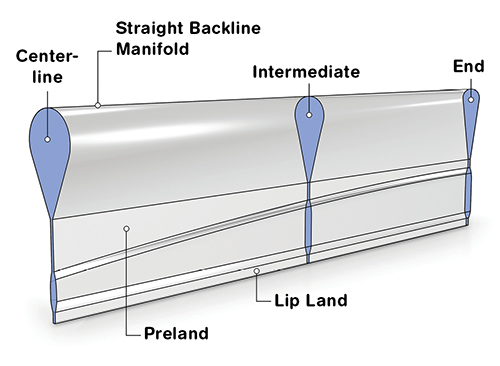
Cloeren’s Moebius-manifold features a larger initial teardrop cross-section located at the centerline, which transitions to a smaller cross-section along the width to the manifold end, while maintaining a constant manifold length by varying the transition angle of the manifold. This allows the manifold to have a backline parallel to the die lips for minimizing differential clamshell deflection.
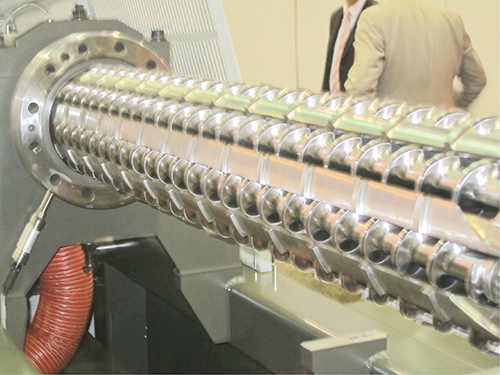
Gneuss’ MRS extruder for PET is a drum containing eight satellite single screws, driven by a ring gear and pinion transmission. The “barrels” cut into the drum, are approximately 30% open and provide optimum exposure of the melt to the vacuum, eliminating the need for predrying.

Drawing a crowd at its booth, B&P’s innovative Tri-Volution Tri-Kneader reportedly combines the best features of single-screw kneaders with those of co-rotating, intermeshing twin-screw compounders. Note the triangular barrel, said to offer improved temperature control and ease of maintenance while facilitating placement of the multitude of pins inside. (Photo by Jeff Norgord)

Startup machine builder Kolcor came to NPE2012 with a Model H120 hydraulic screen changer, which it sold to a California compounder from the show floor.
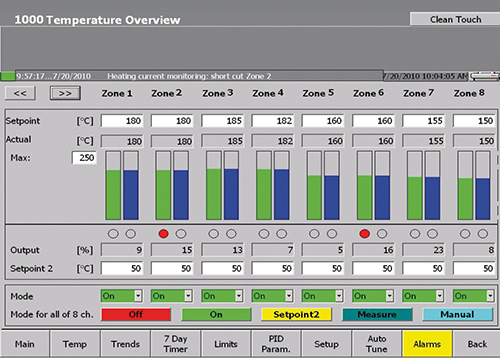
Siemens’ new TCP3000 software package gives extrusion processors total control of all temperature zones and operator interfaces via a single PLC.



Energy efficiency, flexibility, and productivity were the prevailing themes across the gamut of extrusion processes at NPE2012. Blown film towers may have been scarce, but there was no shortage of new technology aimed at helping to make extrusion processors more profitable.
On display at Gloucester Engineering was a new extruder heating package said to provide lower kW/kg energy utilization. The new machine technology uses what the supplier calls a “light grooved-feed” design that is said to offer greater process stability and throughout control while eliminating bridging on smaller extruders.



As touched on in our March NPE2012 show preview, Davis-Standard had a fleet of extruders on hand at the show. Perhaps the most notable was its foray into high-speed extruders. A 3-in., 40:1 high-speed model was on display, featuring a high-volume feed section and an electrically heated, air-cooled barrel. This unit is targeted for PS and PP sheet and in-line thermoforming. Davis says that in these applications the 3-in. machine can match throughputs of extruders twice its size with no sacrifice in melt temperature and pressure stability.
American Kuhne showed a sleek E³ Energy Efficient Extruder, a 3.5-in., 24:1 air-cooled machine that includes a combination of mechanical and electrical design enhancements. Areas of improvement include barrel heating and cooling, drive and motor, feed section, gearbox (gearless operation optional), and controls.
For extruders that “swing” between HMW-HDPE (where grooved feed is the standard) and the smooth-bore processing most processors use for LLDPE blends, American Kuhne showed a “convertible” extruder that enables fast and easy changeover from a 3-in. smooth bore to a 2.5-in. grooved feed. The company recently announced plans to become more active in supplying blown film systems, having previously focused on sheet, profiles, tubing, and other markets.
New MAX Impact feedscrews from R&B Machinery are made of carbon steel with bimetallic flight hard-facing and chrome plating for extended life. R&B also showed a new 2.5-in., 24:1 air-cooled Max extruder with discrete controls, cool-to-touch heaters, and a single-bolt clamp swing. R&B extruders are powered by Zambello gearboxes, which are said to be extremely quiet and well ahead of current safety standards.
BLOWN FILM
At NPE, blown film towers used to rise from the show floor like trees in a forest. Not so anymore, mostly due to setup time and costs. However, Italian machine builder Macchi Spa ran a three-layer line producing collation film at its booth. Two 65-mm skin extruders and an 80-mm machine for the core ran variety of polyolefins in an A-B-C configuration.
A new triple-lip air ring from Gloucester is said to boost output by 15% to 30% over previous iterations. Gloucester also announced “thermal upgrades” to its die designs; it now deploys thermocouples closer to the melt stream in the innermost mandrel to provide more precise temperature control.
Gloucester also brought out its Symphonix Control System, which has a graphical touchscreen user interface and provides full-time measuring, monitoring, tracking, trending, and reporting. The system, which can be retrofitted to Gloucester’s previous Extrol control package, also offers advanced networking functions, wireless remote-control capabilities, and simple remote access for off-site troubleshooting.
Gauge and bubble control were also big themes. As reported in the March preview, Addex showed a new gauging system in which the sensor is located within the collapsing frame itself, enabling it to accommodate a wide range of layflat widths. Addex is also offering a new infrared sensor for online thickness measurement of barrier materials such as nylon and EVOH within multi-layer structures.
The third-generation IBC control system from D.R. Joseph incorporates new automated features to optimize performance and maximize output while maintaining tight tolerances. New features include automatic valve calibration, ducting failure detection, automatic sizing-cage control, auto layflat control, and data-collection integration.
Alpha Marathon announced that it is working with die builder BBS Corp., Spartanburg, S.C., inventor of the Modular Disc Die (MDD) and the Layer Sequence Repeater (LSR). The LSR is a module that can be inserted within the MDD to produce nanolayers in groups of 25 within a matrix of microlayers. An 18-in. MDD is rated at 800 lb/hr. On the drawing board is a larger die that can run at 2000 lb/hr.
As reported in March, Brampton Engineering unveiled the eCool IBC control, described as a cost-effective solution for upgrading existing IBC lines. Brampton also showed a new FlexStack SCD (Streamlined Coextrusion Die) with a die profile that’s 50% smaller than previous designs. And Macro Engineering showcased its latest nine-layer blown film die. It’s an iteration of the company’s TaperPack stackable design.
Davis-Standard displayed the Vertex coextrusion die for film processors that change resins a lot. Advantages include highly efficient IBC, low surface energy, high shear rates, tight gauge distribution and control, and minimal residence time and pressure.
Hosokawa Alpine was linked electronically to its seven-layer line at Dow in Freeport, Tex. Dow ran with Alpine’s new high-throughput V-ring, which increases rates by 25% to 50% and improves bubble stability and total gauge control.
FLAT FILM, SHEET
As reported in our March show preview, Processing Technologies International (PTi), showcased its unique “dryerless” twin-screw sheet extrusion system and a new three-position turret winder. PTi also announced that as part of a $3-million plant expansion it will be building a feedscrew testing and development center at its Aurora, Ill., headquarters that will serve as a “proof of process” resource for application development work.
Gneuss displayed its version of a PET-no-dry system at NPE2012, the Multi Rotation System extruder MRS 130. Shortly afterward, the company announced that it had sold two such systems, one to an undisclosed U.S. processor, another to a sheet maker in South America. Both lines will produce in excess of 2200 lb/hr of PET sheet for thermoforming.
Welex displayed its Super Sentinel Intelligent Process Control System, which it says offers the maximum in flexibility and line control.
The newly named Battenfeld-Cincinnati USA (formerly American Maplan Corp.) showed a unique roll stack, called Multi-Touch, in which the sheet passes through more than just the usual two polishing nips. The first two rolls have large diameter for low deflection; the following rolls are smaller, with quicker cooling-side changes, in order to produce a uniform, stress-free sheet. Nip pressure between the rolls ensures that no air will be entrapped, even at higher line speeds.
A new, patent-pending die-manifold design from Cloeren Incorporated is said to solve the historically delicate—and contradictory—disciplines of pressure drop and residence time, while optimizing flow distribution across the die width. In typical dies, the substantial majority of the residence time is in the die manifold, particularly toward the manifold ends. Excessive residence time may result in decomposition and degradation of the polymer. For temperature-sensitive polymers, die designers typically minimize residence time by diminishing the manifold cross-section from the center of the die to the ends.
Called the Moebius-manifold, the new design provides a unique means of diminshing the manifold cross-section, characterized by a varying aspect ratio. The initial larger teardrop cross-section located at the centerline transitions to a smaller cross-section along the width to the manifold end, while maintaining a constant manifold length by varying the transition angle of the manifold. This allows the manifold to be constructed having a backline parallel to the die lips to minimize or eliminate differential clamshell deflection.
The shallow transition angle also improves the flow streamline trajectories through the end region of the die. Reduction of manifold volume coupled with a shallower transition angle reduces residence time and improves streamlining of the manifold end regions. This feature is said to be particularly beneficial for “flushing” polymer flow through the end regions of the die manifold. The Moebius-manifold, coupled with Cloeren’s two-stage preland, provides flexibility to configure a variety of manifold geometries.
Extrusion Dies Industries LLC displayed a new feedblock with a segmented flow divider that allows users to direct more material to the center or edges. The technology is said to be fully retrofittable to existing EDI feedblocks.
Novatec Inc. made a stir with its new Bessemer line of downstream tanks, pullers, and cutters for pipe, profile, and tubing. As reported in our May issue, Novatec’s aim is to design products based on “science” and customer input as opposed to preconceived, decades-old notions.
Conair displayed its line of downstream extrusion for medical tubing. This included the MedVac vacuum sizing/cooling tank and the MedLine puller. Conair also showed a micro-scale planetary cutter that can precisely cut rigid and semi-rigid medical tubing as small as 0.080-in. (2.03 mm) OD automatically at line speeds of up to 100 ft/min.
In extruders, Milacron displayed a 75-mm parallel twin-screw to round out its TP Series of pipe extruders. The machine offers a combination of torque and throughput that Milacron says exceeds competitive offerings. Features include air- or oil-cooled barrels, with optional gearbox oil-quality monitoring and a high-wear package with a tungsten screw and barrel.
Milacron also showed a 1-in., 24:1 M-PAK single-screw extrusion system that produced tubing at the show. The line included tooling from B&H Tool Co. and a Conair downstream package.
COMPOUNDING/RECLAIM
There were a handful of firsts among the compounding exhibits at NPE2012. Buss Inc. USA showed a unique four-flight Kneader MX 30 lab kneader rated at up to 55 lb/hr, reportedly making it suited for batch-sized runs of heat- and shear-sensitive materials and highly filled compounds for cable jacketing.
A newly designed mixing element from Steer America is said to be completely self-wiping, another reported first. Called Dynamic-Stir, the patent-pending design is reportedly suitable for shear- and heat-sensitive materials, notably biopolymers. Currently, the mixing element is offered only on Steer’s Omega series of twin-screws.
B&P Process Equipment & Systems introduced the Tri-Volution Tri-Kneader. With three strokes per revolution, the machine reportedly combines the best features of single-screw kneaders with those of co-rotating, intermeshing twin-screw compounding extruders. A triangular barrel is said to offer improved temperature control and ease of maintenance while facilitating placement of the multitude of pins in the barrel.
The Onestep Extrusion System displayed by eFactor3 LLC is billed as the first and only system that marries recycling and twin-screw compounding in a single process. Developed by MAS of Austria, the system consists of a conical twin-screw extruder in tandem with a single-screw extruder. An oversized in-feed opening permits low-bulk-density materials such as film flake to be fed without the need to pre-compress them. Additives can be metered at the same time, eliminating the need for side feeders. The system is also said to be energy efficient: In compounding 60% PP film flakes and 40% powdered additives, the machine consumed 0.24 kWh/kg.
As reported in our March preview, Leistritz exhibited a ZSE-40 Maxx twin-screw equipped with a newly designed swing-gate strand-die assembly. This facilitates cleaning by allowing the screen carrier plate to be removed, which exposes the transition region to the screws and the transition into the die. A replaceable multi-strand die plate is integrated into the design. Leistritz also displayed a ZSE-50 Maxx twin, configured for both reactive and direct extrusion.
Entek showed a 103-mm twin-screw with an all-new base design for easier machine access, as well as 52:1 L/D, a 300-rpm, 600-hp motor, and 93-mm side feeder. Entek also introduced a new service to refurbish twin-screw elements.
KraussMaffei Berstorff showed a compounding line featuring a ZE 60 A UTX twin-screw extruder fitted with the EasyClean module. This design includes improved features that permit a 40% reduction in cleaning time.
Farrel Pomini displayed its CP Series II Compact Processor, a compounder designed specifically for highly filled, highly pigmented materials.
Coperion’s new Horizontal Fluidbed Separator (HFS) offer fines separation from compounded products with a small footprint and minimal height requirement. The HFS removes any dust or malformed pellets from the bulk materials prior to packaging or processing.
Gala Industries displayed its Edge model compact underwater pelletizer for rates up to 2200 lb/hr. The filtered, skid-mounted water system is designed for fast cleaning, with easy access to the tank and dryer for quick washdown and color changes. It can pelletize a wide variety of thermoplastics, including heavily filled polymers.
Gala also showed its Model EAC Electronically Adjustable Pelletizer for production rates up to 33,000 lb/hr. It offers fully automated control of blade adjustment, positioning, and monitoring, resulting in maximum blade and die-face life. Monitoring and adjustment processes are programmed into the PLC control system. An integrated blade-position measuring system provides indication of blade position and alerts the operator when a blade change is needed.
In reclaim/recycling, a new PLC control for the Davis-Standard ram-stuffer extruder increases productivity for reprocessing low-bulk-density scrap such as films, fibers, and thermoformed sheet, says ADG Solutions, Davis’ exclusive North American distributor of reclaim and compounding equipment. The PLC control now available on the ram stuffer automatically monitors motor amps and eliminates the operator adjustments that had been needed to increase productivity.
LOTS OF SCREEN CHANGERS
Kolcor Technologies made its debut at NPE2012 with a Model H120 hydraulic screen changer, which it sold to a California compounder from the show floor. The Agawam, Mass., startup company’s new device is said to be able to filter most polymers with minimal disruption during a screen change. It offers a bolt-through connection to OEM standards that enables it to connect to the extruder while taking up a minimum amount of floor space.
Other features are screw pull through, single-zone temperature control, optional slide-plate heating in one- and two-zone configurations, and a standard remote operator station on a 10-ft lead that moves the operator away from the unit during a screen change. Kolcor said it will be expanding its product line soon with 200- and 250-mm models.
Parkinson Technologies’new KCH screen changer is for filtering lower viscosity and elastomeric materials. It joins the Key Filters line of products, including the KCN non-actuated, continuous-belt melt filter and the KC line of hydraulic continuous-belt melt filters.
The new KCH screen changer uses a PLC to monitor the extrusion pressure and react quickly to move the screen and keep the pressure constant. In early testing it has processed polymers from as soft as 30 Shore A to 95 Shore D on the same machine with the same screen.
The new backflush screen changer (model K-SWE-4K-75-V/RS) from Kreyenborg applies what it calls “75% technology,” meaning that only one out of four screens is taken out of the production during backflush or screen change. The result is higher constant melt pressure during screen change and backflush. The unit also boasts more efficient backflushing and longer screen life.
The latest generation of continuous screen changers from High-Technology Corp. features a new heating and cooling configuration that allows the filter screen to be advanced at twice the speed of previous models. The new design allows increased flexibility and responsiveness to varyinging process conditions, says High-Technology.
With these enhacements, the screen changers can continuously monitor head pressure and automatically adjust screen advancement to maintain steady head pressure over months of nonstop operation in even the most demanding applications, the company states.
As reported in March, a patent-pending backflush screen changer from PSI-Polymer Systems Inc. includes several new features for greater operator safety and improved performance.
LOADS OF GAUGES TOO
NDC showed an enhanced MiniTrak O-Frame Scanner that can now measure web widths up to 170 in. The scanner has been extended and re-engineered with close attention to x-y-z head alignment for measurement accuracy and system performance. Its compact design requires a minimum footprint.
NDC’s new TFG710ER (Extended Range) film gauge, based on the TFG710 sensor originally designed to measure thin biaxially oriented films, has been reengineered specifically for measuring polyolefin films across a wide range of thicknesses. This unique non-nuclear sensor reportedly provides a single gauge solution with high accuracy and overall performance without compromising measurement range.
NDC also showed a unique new IR optical technique to measure thickness of clear, filled, voided, and pearlescent films. Until now, measuring the thickness of voided and micro-porous films on-line has been difficult due to the density variations, particularly where the voiding is created by stretching the film. This is especially relevant in the TDO section, where non-uniform stretching and the cross-web voiding “gradient” directly reflect the density differences within the product. The new FG710S optical sensor reported addresses this issue with a combination of patented optical design, selection of discrete NIR wavelengths, and sensor software.
In other extrusion news, Maag Automatikshowed a modular melt-pipe assembly that allows even complex extrusion lines to be laid out more simply and efficiently by adjusting the length of the melt pipes and using standard flanges and elbows (30°, 45°, 60°, 75° and 90°).
Siemens showed its new TCP3000 software package. Through a single PLC, extruders can achieve total control of all temperature zones and operator interfaces. The package is a scalable, pre-engineered solution for two to 64 zones with fast PID auto-tuning, in-process tuning, and decentralized I/O.
















Related Content

Green’s the Theme in Extrusion/Compounding
The drive toward circular economy is requiring processors to make more use of PCR. Machine builders at K—across all extrusion processes—will be highlighting innovations to help them do just that.
Read More
How to Effectively Reduce Costs with Smart Auxiliaries Technology
As drying, blending and conveying technologies grow more sophisticated, they offer processors great opportunities to reduce cost through better energy efficiency, smaller equipment footprints, reduced scrap and quicker changeovers. Increased throughput and better utilization of primary processing equipment and manpower are the results.
Read More
DeDuster Systems Cleans Up rPET Sheet
rPlanet cut its gel count drastically—allowing it to sell more sheet at prime prices—after installing a DeDuster system.
Read MoreRead Next

New Player, Familiar Name In Downstream Extrusion Equipment
Bessemer Series debuts at NPE2012.
Read More
Now You Can Refurbish Twin-Screw Elements
Two suppliers of twin-screw compounding extruders announced at NPE2012 that they are now offering screw-element refurbishing services.
Read More
Extrusion & Compounding at NPE: More Output, More Flexibility, Less Energy
There won't be many blown-film lines running, but there is still much in the way of innovation going on in extrusion and compounding.
Read More