
Finding Out Why Products Fail
At its worst, plastic product failure can cause death or injury to a customer or a customer’s customer.

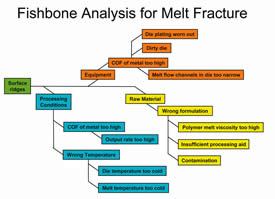
To troubleshoot a product failure, work down a fishbone chart of possible causes, starting with the easiest to fix, like changing production speed or cycle time, and eliminate them one by one.

Product samples with problems related to a failure, like this HDPE sheet sample with melt fracture, should be collected and labeled along with material samples from bins and hoppers.
Companies need a system to store production records and raw-material samples and date stamp products to analyze part failure after it occurs.
At its worst, plastic product failure can cause death or injury to a customer or a customer’s customer. At its most benign, the failure is correctly identified on the production floor and ends up as scrap and lost production time. Regardless of how severe the problem is or when it’s detected, product failure is a quality issue, and the cure is rooted in quality procedures. Although this article is written particularly for extruders, it applies equally well to all types of processors.
Product failure can involve liability, insurance, and legal issues. Your product may not really have malfunctioned. It could have been drawn incidentally into a larger product-liability issue by association. For example, following a large fire in a public place like a hotel or airport, virtually every maker of materials found in the structure—from wire and cable to wallpaper—will be sued. Your response is still based on quality issues and process records. (Note: If you don’t keep accurate process condition records, implement a system right away!)


First steps to take
What should you do first, second, and third when a part fails? If the failure is detected during manufacture, first immediately collect raw-material samples from feed hoppers and from original shipping containers. This is critical because the raw material or an additive may be at fault, not your production process. The samples will then be your evidence in a compensation claim. Use clean, preferably transparent, containers. Record the time and location that a sample was taken on the container and sign it.
Second, collect product samples with the defect, as well as product samples without defects for comparison. The minimum number or amount of product samples depends on potential tests. Strength tests such as impact, tear, or tensile strength usually require 10 or more samples for each type of test. Sample sizes for dimensional tolerance tests depend on the type of test or statistical analysis of the variation. A common length for testing of continuous profiles such as siding, pipe, or film is 10 to 30 ft. Tests for melt-flow characteristics, surface properties, and optical properties usually require smaller samples. It is important that the person taking the samples is trained to select, label, and store samples properly.
Third, assemble relevant processing and production data. You should already be recording all the details of processing conditions that you can identify. If your plant is ISO 9000 certified, you will have these records describing your process in detail. (ISO 9000 techniques focus on documenting production procedures, training staff to follow documented procedures, and making sure they do so. ISO 9000 also directs action toward reducing variation in key inputs and the finished product.)
Some processors formalize quality procedures with flow charts, fishbone charts, and check lists. If you are one of them, assemble statistical process control (SPC) records for the period during and after the time the bad product was produced to determine if the process was “under control,” statistically speaking, when the part was made. The key assumption of SPC is that process variations follow a normal, predictable distribution pattern. Although SPC can be used to identify a problem, it won’t tell you how to fix it.
Fourth, after you’ve gotten the raw data together, get everyone involved in the process to describe the problem as they see it. Use standardized forms so that everyone collects the data the same way and uses the same terminology for defects. Write down the nature of the problem and when it started. (Note: Standard terminology for quality problems should already be part of your proactive quality system.)
Troubleshooting after the fact
Some defects aren’t detected until weeks or months later. In that situation, accurate production records and identification codes for the failed products must be available to figure out what went wrong. Failure to keep production records and material samples and to have some I.D. information on the product exposes you to liability. Often processors use inkjet printers to put a lot number or production date stamp on a product.
Analyzing product failure, either immediately or well after it occurred, is psychologically sensitive because it means that all the quality-control strategies you had in place failed. Your first instinct may be to interrogate everyone involved until you find someone to blame, but this isn’t the best approach. Collaboration to identify and fix the problem is much more effective.
Simple, open-ended questions work best, not questions that require a yes-or-no answer. The purpose of asking questions is to yield clues that will help identify the most likely cause of the problem. For example, ask, “Did you notice anything unusual when the problem occurred?” If you have successfully produced the same product in the past, ask, “What has changed?”
Pay attention to details. Most companies use some form of flow chart, fishbone chart, or check list at this point to help identify possible causes. Check out first the candidates that would be quickest to fix. For example, if you see a color change or gels, check for contamination in the feeding system.
Apply the fix
Fifth, fix the problem. Troubleshooting is the process of eliminating possible causes until only one remains. Then it’s easy to fix. Use a clear set of rules so operators know the range of adjustments they can make on their own initiative, beyond which they must seek approval from a supervisor. These may include adjustments to production rate, temperature, pressure, and formulation. The exact time when any adjustment is made, by whom, and the results should be recorded on the standardized form mentioned earlier.
Operators should make only one adjustment at a time and wait a reasonable time to assess results. For example, output changes on an extrusion line typically can be assessed in one to five minutes. Temperature changes can be assessed in 5 to 20 min, depending on size of equipment.
Record what changed as a result of the adjustment. Keep in mind that adjustments may have consequences farther along in the manufacturing process, so be prepared to make those consequential adjustments as well. For example, raising process temperatures makes hotter material, which requires more cooling.
If the first adjustment didn’t solve the problem, go back to your fishbone chart or check list and work down. Don’t forget to take samples before and after making any changes and keep accurate records.
Use a clear standard for the amount of time that can be spent trying to fix a problem before stopping the production run. Depending on the process, it may be less costly to switch production to another product while waiting for senior personnel to review the problem product and decide on a strategy. Remember, you want to minimize scrap and maximize production output, even if it means revising the production schedule.
Significant formulation adjustments may affect product properties that are not measured during manufacturing, like strength or gas/moisture barrier. Senior production personnel should review the information and samples collected before any changes are made to a formulation or equipment, which are outside of the purview of machine operators.—Edited by Jan H. Schut
Paul Waller consults on extrusion and packaging and heads Plastics Touchpoint Group Inc. in Toronto (www.plasticstouchpoint.com), which offers engineering, plant design, machine installation and operator training. He can be reached by e-mail at paul@plasticstouchpoint.com. Previous articles in this series are found at www.ptonline.com/extrusion.
















Related Content

PTi Makes Changes in Leadership Structure
Moves aimed at bolstering the future of the sheet extrusion manufacturer.
Read More
Macro Names Anzini Tech Sales Manages for Southeast
Has worked in technical roles for leading processing companies in his career of 40+ years.
Read More
Green’s the Theme in Extrusion/Compounding
The drive toward circular economy is requiring processors to make more use of PCR. Machine builders at K—across all extrusion processes—will be highlighting innovations to help them do just that.
Read More
Roll Stand is Compact, Flexible
Streamlined stack is joined by high-speed extruder; service cart for maintaining screws, dies and rolls; and other products.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More