
Five Cases Where Microcellular Foaming Paid Off
The MuCell process for producing microcellular injection molded parts is used and accepted globally as a technology option for providing a more dimensionally stable part through a reduction in residual stress, along with increased productivity versus solid injection molded parts.
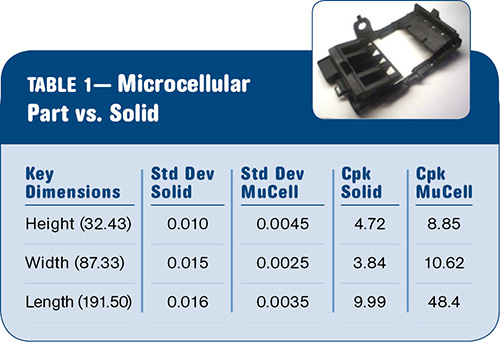
Compared with solid injection molding, a foamed printer part (inset) experienced a warpage reduction of more than 50% and improved dimensional compliance along with retention of physical properties. Cycle time was cut 27%, and part weight reduced 8.5%.
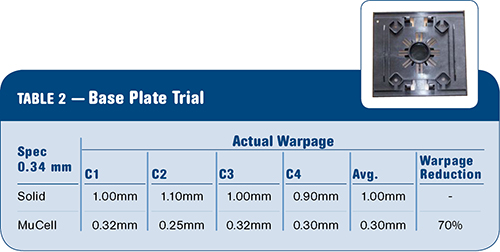
For a power-tool base plate (inset) converted from aluminum, foaming a glass-filled nylon 66 reduced warpage by 70% compared with solid injection, while meeting all mechanical requirements and providing an excellent surface appearance. The part also weighed 8% less than a solid part, and the process resulted in an 18% shorter cycle time during this trial.

The largest MuCell automotive part ever molded, and the first instrument panel made with this process, is for the 2012 Ford Escape/Kuga. It saved 1 lb of materials and 15% in cycle time, for a total of $3/vehicle.

First fully integrated sunroof module made entirely of short-glass PP was microcellular foam molded for the 2010 Cadillac CTS. The one-piece design weighed 12% less than a standard four-piece assembly.

Microcellular foam molding allowed Johnson Controls to cut production expenses by 50% for this interior door panel.



The MuCell process for producing microcellular injection molded parts is used and accepted globally as a technology option for providing a more dimensionally stable part through a reduction in residual stress, along with increased productivity versus solid injection molded parts.
Microcellular foam molding involves creating a single-phase solution of molten polymer and physical foaming agent, which has the effect of decreasing the viscosity of the material. The amount of viscosity reduction depends on the type of material and foaming agent, but the change is typically between 10% and 25%. This results in an increase in material flow and eliminates many of the constraints associated with production of thin-wall parts.


The process of packing out the part is no longer achieved through pack and hold pressure, but rather by the material expansion that occurs through the creation of a microcellular structure. Packing pressure is essentially uniform throughout the mold cavity because the gas is uniformly dispersed in the melt. Therefore, no special pathway is needed from the gate to the area requiring packing; thus, thick areas can be designed where needed needed. In fact, it is preferable that the thick sections are at the end of fill.
Designing for function means putting material where it needs to be and not simply to assist in filling and packing out the part. In microcellular foaming, weight reduction is achieved as much or more through changes to the nominal wall thickness as it is from density reduction. In most cases, a part designed for function ends up with less density reduction than the same part design for solid molding and converted to foam, but with a much greater overall weight reduction.
When converting a part already designed for solid molding to microcellular foaming, part weight reduction comes strictly through reducing the density of the part and density reduction is always limited by the flow factor of the part.
While some applications are simple conversions of solid injection molded parts with minimal or no changes to the part geometry or material, new trends have developed in part commercialization:
1) Design optimization to allow for maximum material savings;
2) Material optimization to achieve unique performance;
3) Stricter OEM guidelines to become significantly more efficient in all phases of molding operations for both environmental and business reasons.
This article several details five real-world applications of the MuCell microcellular foam injection molding process, which is available from Trexel Inc.
CASE 1: INKJET PRINTER
For inkjet printers, internal components like the frame and paper-path mechanisms must be engineered to allow paper to move freely and precisely so that ink can be applied evenly and consistently. A combination of physical properties and excellent dimensional stability is required for proper functioning of the printer.
For one undisclosed printer manufacturer, the foamed part experienced a warpage reduction of more than 50% compared with the solid part and improved dimensional compliance while retaining physical properties. Cycle time was reduced 27%, and part weight reduced 8.5% (see Table 1).
CASE 2: POWER TOOL BASE PLATE
The Chervon Group in China develops and manufactures power tools for sale globally. In an effort to reduce costs, Chervon investigated alternatives to cast aluminum for the base plates of their power tools. The base plate connects the main body to the guiding plate. Plastic was an obvious option, but reducing part warpage was a critical challenge, since a flat base plate is necessary in order for the power tool to function properly. Mechanical properties were less crucial, although any material utilized would need to pass a drop test that simulated in-service conditions. Finally, base plates are critical appearance parts, so the plastic would need to provide an excellent surface.
The warpage requirement for the base plate was determined to be less than 0.34 mm, yet solid molded samples showed an average warpage of 1 mm, with one side actually measuring out at 1.10 mm of warp.
Chervon then decided to conduct a mold trial with MuCell to test the process and the degree of improved resistance to warpage. It foamed a glass-filled nylon 66 from Rhodia, which reduced warpage by 70% vs. solid molding while meeting all mechanical requirements and providing an excellent surface appearance. Chervon engineers analyzed MuCell samples and found warpage to average just 0.30 mm, which was well within part specifications. All four sides measured within specification limits (Table 2).
Chervon also realized an 8% weight reduction versus solid molding, as well as an 18% reduction in cycle time during this trial.
CASE 3: SUNROOF MODULE
A large one-piece frame for the Cadillac CTS Integrated Sunroof Module was developed and manufactured using the microcellular foam process by the Inalfa Roof Systems Group, Auburn Hills, Mich. Inalfa designs and produces sunroofs and open-roof systems for Ford, BMW, Volkswagen, GM, Volvo, Citroën, Daimler, Chrysler, Chevrolet, Nissan, and others.
Typical sunroof openings for mid-size and large cars are multi-part assemblies, as dimensional stability and stiffness are difficult to achieve in large one-piece designs. What makes this part special is that the front beam, rear beam, and two guides were consolidated into one part, measuring one meter by one meter. It is also the first integrated sunroof module assembly manufactured using short-glass-filled polypropylene and features wall lengths that vary from 150 mm to 300 mm.
With microcellular foaming, the integrated Sunroof Module achieved a weight savings of 12% vs. a traditional four-piece design, and Inalfa also estimates that since the number of tools and checking fixtures was dramatically reduced, the capital investment required to produce the part was reduced by almost half, along with a considerable reduction in the cost of components.
Assembly time was reduced by 67 sec, and molding cycle time was 15 sec shorter. The finished part has excellent fit and finish characteristics, plus improved dimensional stability. Finally, the number of mold iterations was reduced considerably, which sped the development process. Total time from initial design to finished parts was less than a year
CASE 4: INTERIOR DOOR PANEL
Johnson Controls (JCI) has extensive experience designing parts for the MuCell process, and was one of the first developers of the process in Europe. As a result, JCI has initiated several new microcellular molding applications that were designed for the process from the start.
One example is an interior door trim panel for a European automaker, which entered production in 2009. As a result of microcellular molding, JCI realized a 50% cost reduction for the whole door trim panel compared with the previous model that was solid injection molded.
The advanced design for the door trim panel would not be possible using conventional design rules. The carrier was produced with a much thinner wall, facilitated by the lower viscosity inherent in the MuCell process. There was no need to pack the part after injection due to the foaming process. And it was processed with a 1:1 wall-to-rib ratio without any sink marks.
The assembled map case was produced with just one tool, instead of the two tools that would typically be needed with conventional solid injection molding. This eliminated one tool build and one entire molding process. Consequently, it also eliminated the need to weld together two separate parts.
The wall-to-rib ratio of the map case was also designed 1:1. The MuCell surface was laminated in the mold with a thin polypropylene film. In fact, the map pocket strengthening flange on the top edge of the map pocket is in excess of 1:1 (thicker than the nominal wall), which is possible only because the unsightly sink mark that would otherwise result is prevented by the gas pressure within the microcellular foam melt.
The door-trim carriers (front and rear) are running on two 1+1 tandem molds, which bring tremendous productivity advantages. Instead of getting out one part in 70 sec with conventional molding, two parts can be produced in fewer than 60 sec on a single press.
The key benefit of the microcellular molding process when used in conjunction with tandem-mold technology is that it eliminates the pack and hold time, and the combination of the two technologies allows cycle time reductions of more than 50% vs. standard injection molding with a conventional single-face mold.
The molds are running on two KraussMaffei 1600-ton presses with 105-mm screws built specifically for this project. Normally, 1400 tons of clamp force is needed for tandem-mold applications, but with the MuCell process the parts are molded with just 900 tons of clamp force.
While the density reduction achieved through the MuCell process may be small, the chance to design the parts for function rather than for the process offers the real benefit in weight reduction and process savings, while still being able to provide excellent material property retention.
CASE 5: INSTRUMENT PANEL
It has been well documented that overall vehicle weight affects fuel efficiency. Ford is committed to reducing vehicle weight between 250 and 750 lb (depending on vehicle line) by 2020.
Ford chose to utilize the MuCell process for the instrument panel of its new 2012 Ford Escape/Kuga. One of the key reasons Ford went this route is because microcellular foam molding has proven to save fuel and reduce overhead and energy costs by cutting the time it takes to produce parts. Weight reduction in this new instrument panel is more than 1 lb, mechanical properties are improved, molding cycle time is reduced 15%, and molding clamp tonnage is reduced 45%, saving an estimated $3/vehicle vs. solid injection molding.
Following its debut in the new Escape, The MuCell process is slated for use in the production of instrument panels and other applications in future Ford vehicles beginning next year.
















Related Content

How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More