
Foamed Films Find New Niches
Thin polyolefin foams have been made for decades for decorative ribbons, wire wrap, and sleeve-type labels.



The newest foamed films are thinner than ever. They're seeking new markets from cell-phone gaskets to protective coverings.

Traditional makers of PP ribbon, like Lenzing in Austria, have foamed thin films for 30 years. Now they're developing new niche foamed films for coex labels.
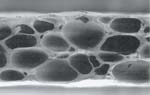
This 0.25-mm film from Alveo in Switzerland is currently the world's thinnest crosslinked PE foam. It targets new cell-phone gaskets.

Foaming turns bright colors into pastels, so more pigment is needed to get a strong color in thin foams. (Photo: Reedy International)

SML's MDO unit passes thin foams over a series of preheating rollers, two groups of stretching-gap rollers (four rolls per group), and a series of cooling rollers.
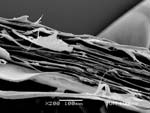
Bruckner's LISIM simultaneous biaxial stretching process is the only known method today for biorienting thin cast foams. It elongates the foam cells and produces superior MD and TD strength.
Thin polyolefin foams have been made for decades for decorative ribbons, wire wrap, and sleeve-type labels. These early foamed films are mature products now in relatively flat markets. "Growth is coming from new products," says Johann Huber, managing director of Lenzing Plastics GmbH, a maker of foamed polypropylene ribbon in Lenzing, Austria. Over the past decade, dozens of new thin foams have been created for packaging niches, including labels, tamper-evident seals, pearlescent wrapping paper, and airline tray liners.
Now stronger resins, better understanding of additive effects, and new technologies are all contributing to new product developments. Most thin foams are still polypropylene and polystyrene, the resins used in traditional ribbons and shrink-sleeve labels. But bigger markets are on the horizon, especially for thin polyethylene foams. And some growing uses, like gaskets for cell phones and electronics, are getting too big to be considered niches any more.


How foams add value
Foaming can expand a film's thickness by 20% to 100% or more while reducing its density by 40% to 60%. Foaming saves resin, but that's not the main attraction in thin films. Foaming anything thinner than 20-30 mils becomes costly and complex. So thin foams are made for applications where they add value. Foaming introduces micro-bubbles that impart properties ranging from softness to stiffness, from translucence to opacity. "One growth area is for thin multi-layer coextrusions with special surface effects like soft touch," says Manfred Dicks, v.p. of Clariant Additive Masterbatches. Reedy International enhances the soft-touch effect of foaming by using a soft-feel ethylene-styrene interpolymer from Dow Plastics as the carrier in its new FPE400 CBA concentrate.
Foaming has advantages in packaging in that it produces gloss with anti-slip properties without additives. Other functional attributes include electrical and thermal insulation and tearability. Reduced tear strength can be a benefit or a liability, depending on the application. Another negative to watch for is that foaming dilutes pigments. The same whitening effect that produces pearlescence turns bright colors pale, so more pigment is needed for foam.
Various technologies used
Films are aerated by several complex, multi-step foaming processes or even by combining fillers with orientation to create micro-voids. Thin cast foams are made with chemical blowing agents (CBAs)—either exothermic, which are nitrogen based, or endothermic, which are bicarbonate based. Cast foams use a flat, coat-hanger die, followed by rollers for orienting. If more orientation is needed, the film can be stretched in a secondary hot-water bath or hot-air oven.
Thin blown film is made with either physical or chemical blowing agents using a horizontal bubble and an annular die. Very thin foams can also be blown with a vertical bubble. Physical foaming with nitrogen, CO2, isopentane, or fluorocarbons can reach much lower densities than CBAs, which typically reduce density only by about half. A fine cell structure is achieved by adding nucleating agents such as talc or a specialty CBA that acts as a nucleant. (Examples of the latter are Clariant's Hydrocerol CF40T and Reedy's Safoam FPN3049 for PS or FPE50 for polyolefins.)
Whether blown or cast, thin foams can be made with either a long single-screw extruder, tandem extruders, or a twin-screw. One of the thinnest foams ever extruded—a 3-mil, three-layer PE film with a foamed core—was produced on a conventional blown-film line by Ampacet Corp. using its 703061-H endothermic CBA. The film has not been commercialized.
Depending on resin, color, type of foaming agent, and process technology, thin foam may need support, which can come from orientation, crosslinking, coextrusion, or lamination. Most thin foamed films are oriented. Thin cast foams typically use a separate machine-direction orienter (MDO), while blown film gains inherent simultaneous biaxial orientation from the expanding bubble. Two-step biaxial orientation isn't suitable for foamed films because it breaks the bubbles and weakens the film in the transverse direction.
Giving ribbons a shine
One of the earliest foamed films, made since the 1970s, is shiny PP ribbon. Monolayer cast film is blown with 2% CBA and monoaxially oriented with a stretch ratio of about 4:1. The film thickness expands to about 20 mils as the melt exits a modified coat-hanger die. After MDO with a series of gap-winding rollers, the film ends up about 5 mils thick. Orientation makes the film tremendously strong in the machine direction (MD), but splitty in the transverse direction (TD), which gives ribbon the characteristic look of a textile product made of parallel threads. Ribbon webs are typically about 5 ft wide before slitting.
Very similar monoaxially oriented, monolayer PP foam tape has also been made for over a decade for insulating data and power cables. Electrical-insulation tape is also splitty in the MD, but this isn't a problem because the tape is usually spiral-wound around the wires before they're coated with PVC. Wire wrap ranges from 3 to 20 mils thick and from 0.55 to 0.70 g/cc in density. It is often produced by the same companies that make ribbon.
Lenzing, which makes both, has also developed new thin oriented PP and other foams for lamination onto paper to make labels for fruit sacks. Foaming contributes opacity and MD strength; paper contributes printability. Specialty labels are "a very narrow market with only a few players but now increasing very fast," says Lenzing's Huber. Lenzing casts its foamed film on a tandem line with single-screw extruders and roll-gap orienters supplied by SML Extrusion Technology GmbH, also in Lenzing. SML is opening a U.S. office next month.
Shrinking sleeve markets
Another early thin-foam product, dating from the '70s is shrink-sleeve labels for beverage bottles. These are thin PS foams, blown primarily with physical foaming agents and coextruded with a surface layer for printability. They're soft and flexible because the foam is thin and the bubbles very small. Shrink labels solved a problem of adhesive paper labels: They came off in water when juice bottles were displayed in cooler tubs at convenience stores. Foamed PS also insulates a bottle, keeping drinks cool.
One such product, called Plasti-shield, was developed by Owens-Illinois in Bardstown, Ky., in the '70s, using a single-screw tandem foam line with a horizontal bubble and a patented hybrid technology that combines a CBA with injection of gas into the extruder. Together, they achieve 30-35% weight reduction. The foam is opaque white just from the small bubble size, so TiO2 is used only in the solid surface layer.
Plasti-shield shrink labels started out as a 12-mil monolayer foam, then were converted in the 1980s to two-layer coextrusion. This started out at 14 mils but was gradually downgauged to have a foam layer only 4-6 mils thick. Coextrusion with foam is tricky because if the non-foamed layer is hotter than the foamed one, the heat collapses the bubbles.
In the '80s, Owens-Illinois (O-I) also adapted its hybrid chemical-physical foaming technology from PS to PE. PE is a lot stretchier than PS. So the adaptation meant changing from a horizontal foam bubble to a vertical blown-film line from Addex, which offered a greater stretch (blow-up) ratio. This approach yielded a three-layer, foam-core structure for in-mold labels, called DuraCore.
O-I's label division, sold last year to American Fuji Seal, continues to come up with new thin coex foams. It just developed a two-layer foamed film for Japanese coffee containers that's only 6 mils thick. Fuji Seal also makes Duraplas, a three-layer film for glued-on labels that's 15 mils thick overall but has a foamed core only 5 mils thick. Duraplas is reportedly the first coex foamed product combining PS and PP. An opaque white PS foam core is sandwiched between clear, printable PP surface layers.
Thin layer of protection
Other specialty film companies are running soft PE foams. Sealed Air Corp., headquartered in Saddlebrook, N.J., makes monolayer LDPE foams as thin as 20 mils for protecting the surfaces of furniture and other goods during shipping. "The trend is toward new combinations of film and foam and densities below 0.2-0.3 g/cc," says Dr. S.T. Lee, R&D director of Sealed Air.
Thin PE foams, however, are harder to wind than PS because PE is so much stretchier. Within three to four days after a roll of PE film is made, the stretched foam begins to relax and expand inside the wound roll. So if tension inside the roll is too great, expansion crushes bubbles in the core. One way to prevent this is to wind rolls with decreasing tension as the roll builds. That requires a special winder with sophisticated tension controls. Thinner gauges also require a winder capable of higher line speeds—up to 500 ft/min, says a source at Battenfeld Gloucester Engineering, which makes special winders for thin PE foams.
There are alternatives to special winders, however. Sealed Air, for example, says it would add too much cost to get special winding equipment just for its thinnest 20-mil LDPE foams. Instead, it increases the density of thinner foams. For example, its 20-mil LDPE foam is 0.020 to 0.025 g/cc, while its 125-mil LDPE foam is 0.0176 g/cc.
Crosslinked for strength
Industrial polyolefin foams are also getting thinner and stronger as they develop new applications. For example, ultra-thin crosslinked foams could move into the big market for gaskets used in electronic organizers, cell phones, and computer monitors.
A year ago, Alveo, a division of Sekisui based in Lucerne, Switzerland, reportedly made the world's thinnest crosslinked polyolefin foam—a 16-mil-thick foamed LDPE copolymer film for lens gaskets in cell phones. The product is made in Roermond, Holland. By April last year, Alveo's thinnest foam was down to 12.75 mil.
Last October, just in time for the K 2001 show in Germany, Alveo produced a crosslinked PE foam only 9.9 mils thick with ±10% tolerance. Its elongation at break is 313% MD and 412% TD, and density is 0.33 g/cc, vs. 0.91 for the original PE resin. This is a far greater density reduction (64%) than is typical with CBAs. Density reduction for traditional PP foamed ribbon is less than 50%.
Alveo's process is unusual. It extrudes cast film on a single-screw tandem foam line; then the film is crosslinked by electron beam; and finally it goes through a foaming oven, in which it is expanded and oriented.
Alveo is working hard to trim another 0.2 mil out of its foam thickness and aims to go even lower. "Broader applications would be available in thin films if we could come down to 8 mils," says Hans Kueng, director of sales and marketing at Alveo. "Our aim is to make it thinner and thinner."
Cellect LLC in Hyannis, Mass., is also eyeing the new gasket markets. "We have a lot of development work going on," says Scott Smith, president and CEO. Cellect's Senflex T product is its thinnest foam (20 mils), commercialized last August. Cellect's target is to get down to 15 mils. "We think we can replace a lot of thin-gauge PVC and EPDM foams. The big market is gaskets for cell phones and personal-care packaging," Smith says. "There are also gaskets in computers and printers. You name it, there's a gasket in it." The big growth will be in thinner gauges, he predicts.
The right stuff
Thin foams require resin with extra melt strength and possibly extra density. Several PP suppliers have come out with foamable grades. Borealis recently improved its PP melt strength by adding long-chain branching using a reactive extrusion process to make its Daploy grades. One is for blending into foams to improve melt strength, make finer and more uniform bubbles, and give higher gloss. It isn't available in the U.S. yet, but Borealis says it received so many inquiries from the U.S. as a result of the Daploy product launch at the K 2001 show that it is considering opening a U.S. office.
Cellect alters the rheology of its PE resins before foaming with a patented process that uses a reactive silane to incorporate low levels of long-chain-branching into a metallocene PE. The result is a bimodal resin that is easier to foam and has greater tensile strength and lower compression set, Cellect says.
But the right resin for thin foams isn't just a matter of density or melt strength. Be careful that the resin doesn't contain ingredients that interfere with foaming. "PP commonly contains calcium stearate as a catalyst scavenger, but calcium stearate is also an aggressive defoamer," explains Michael Reedy, president of Reedy International. "So it limits your ability to get good foam cells. You really want a special PP for foaming."
Color also affects the quality of thin foams. "Most color masterbatches contain calcium stearates as external lubricants. Even in low concentrations calcium stearate will break bubbles," Reedy warns. He says white is the worst offender because TiO2 is coated with not one but two dispersants, both of which break bubbles. "Every time you add white pigment to foamed plastic, you get big bubbles," Reedy states. "The whole industry is looking for someone to produce white pigment without plastic dispersants."
The easiest solution is not to put TiO2 in the foam. Foaming already makes a film whitish without pigment. If more opacity is needed, TiO2 can be added to unfoamed surface layers of coextrusions or laminations.
Waxes added to masterbatches to disperse pigments make foamed film stretchier. Because foaming dilutes colors, foams require much more pigment. If it takes 2% pigment to get a bright-red unfoamed film, it may take 5% pigment to get the same color if it's foamed. And more pigment means more wax. That is what gives pigmented foam a far higher stretch ratio than unpigmented.
‘Foam' without gas?
Thin iridescent and opaque white films can be made using microvoids to reduce density instead of gas bubbles. When film compounded with sub-micron-sized clay fillers is oriented, the plastic pulls away from the filler particles, opening micro-voids that give the film a shiny pearlescence.
An example is Melinex cast PET film, patented by ICI and acquired by DuPont in 1997. OPP can also be "pearlized" with mineral fillers. Dor Film in Carmiel, Israel, represented by Dor Film USA in Closter, N.J., makes a metalized BOPP film for gift wrap and label stock. It's a three-layer coextrusion with calcium carbonate filler in the core layer. Micro-voids are created as the film is biaxially oriented, making it 25% lighter. The film goes from a density of 0.91 g/cc to 0.73 g/cc after orienting. Densities of micro-void films are typically much higher than those of films aerated with gas.
Foams get tougher
Bubbles don't typically survive two-step biaxial orientation unless, like Alveo's films, they are crosslinked first. A new biaxial-orientation possibility is being tested on developmental thin foams. This is the simultaneous biaxial orientation process known as LISIM from Bruckner Maschinenbau GmbH in Germany. Bruckner (which has a U.S. office) has demonstrated biaxially oriented cast foams that it claims are far stronger than those made by blown film.
Stretch ratios of foamed PP films made with the LISIM process are approximately 3.5:1 MD and 4.5:1 TD, vs. 3:1 MD and 4:1 TD for blown-film foams. But those made by LISIM are stronger because biaxial stretching in blown film occurs when the film is mostly molten. LISIM films are simultaneously stretched in a solid state, which Bruckner says gives greater strength.
Bruckner has a number of thin foamed films under development, including monolayer PP foams made with about 2% of an endothermic CBA; a three-layer PP film with a foamed core and filled outer layers; a 10-mil monolayer blend of PP and nylon 6 with a density of 0.25 g/cc; a 4.5-mil PP homopolymer film with a density of 0.31 g/cc; a foamed blend of standard PP and a long-chain-branched PP; and block copolymers with about 12% ethylene rubber content. The latter yields softer film with very fine foam structure and a fabric feel. Another test sample is an 8-mil, high-gloss PP film that tears and prints like paper, but has very low moisture permeability (10 g/m2 in 24 hr). Bruckner has also produced thin PET foams using LISIM.
















Related Content

Avoid Four Common Traps In Granulation
Today, more than ever, granulation is an important step in the total production process. Our expert explains a few of the many common traps to avoid when thinking about granulators
Read More
The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Formulating LLDPE/LDPE Blends For Abuse–Resistant Blown Film
A new study shows how the type and amount of LDPE in blends with LLDPE affect the processing and strength/toughness properties of blown film. Data are shown for both LDPE-rich and LLDPE-rich blends.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More