
From Extruder to Pelletizer: What Happens in Between Influences Quality
There’s a lot more to strand pelletizing than dunking material in water and hoping for the best. Here’s some advice on taking out some of the guesswork.

Shown here is a typical water-bath system. But there’s a lot more involved in making a good pellet than putting a strand in water and hoping for the best.

What goes into the gaylord box often relies on the dynamics between the extruder and the pelletizer.
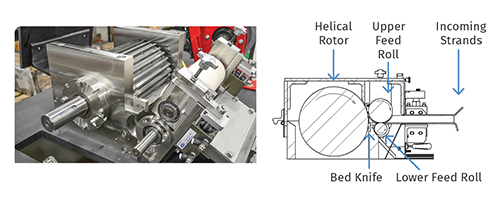
Shown here are the inner mechanical workings of a typical strand pelletizer. Photo shows an open view of the cutting chamber.



Strand pelletizing is a mature technology, and outside of a few gains in metallurgy and design changes for safety and customer convenience, the process is pretty much the same as it was 50 years ago. A mentor of mine once described the process as “a wringer washer with a lawn mower attached behind.” And while that assessment is partly true, it is not a convenient truth that can be used as an excuse for not making improvements on the production floor.
The design of a strand pelletizer is elegantly simple, given its function. A pair of feed rolls draw the strands from the extrusion die and then deliver them to a helical rotating knife cutting against a stationary anvil called the bed knife. The process is the same whether the operation is processing one strand at 10 lb/hr or 200 strands at 20,000 lb/hr. Perhaps it is this simplicity that belies the true nature of an extrusion line.



DYNAMICS BETWEEN EXTRUDER & PELLETIZER
The standing challenge for a pelletizer in terms of its relationship to the extrusion line is, “You deliver me a good strand and I will deliver you good pellets.” Pelletizers aren’t magic machines; they will not make a good pellet from a bad strand or a strand that hasn’t been properly conditioned or transported. In fact, it matters little whether the rotor is sharp or dull, or if the rolls are new or worn, or if the bearings are good or bad … a bad strand will predictably produce bad pellets. And these machines will make them at a rate that is simply stunning.
Historically, a lot of science has been applied to the extruder and upstream delivery components. One need only read a magazine such as this one to see the wide array of offerings in barrel and screw technology (single vs. twin), and temperature controls to appreciate all of the engineering dedicated to these systems.
Similarly, the pelletizer and downstream components have been engineered to perform reliably and, in many cases, under very adverse conditions. Materials of construction and surface enhancements have extended the service life of the equipment and largely redefined the duration of sustained campaigns. Careful attention has been applied to safety, ease of use, and serviceability to improve the operator’s experience with the machine.
While these two dynamics (extruder/upstream and pelletizer/downstream) have been afforded considerable attention and engineering focus, the equipment and what happens in between the two systems seem to have been largely ignored. From the extrusion die to the feed table of the pelletizer, it would appear to a casual observer that the prevailing wisdom has been to “dunk it in some water and see what happens.”
HOW TO REMEDY OFF-SPEC PELLETS
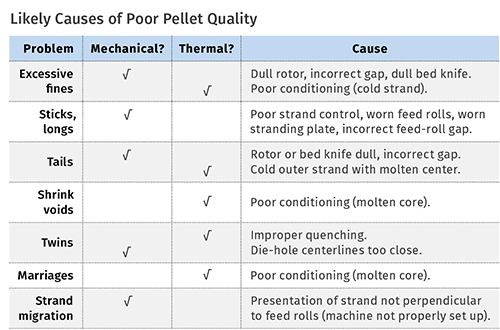
Resin manufacturers and compounders make significant investments to develop and bring a product to market. Yet it matters little to the customer that the science is right, that the thermal and physical properties, strength and performance, and color are spot-on perfect. If the customer opens the box and sees sticks, fines, zippers, or pellets that look like chopped up swizzle sticks—to him or her, the box is off-spec. Pellets that are wet or have variable bulk density, or become bridged in the feed throat, or are contaminated with fines that degrade in the barrel, are seldom given the chance to prove their worth as a final product.
Clearly, half the issues associated with off-spec pellets arise in the distance between the die and the cutter and how the strands are transitioned from melt phase to a solid. If strands are not properly conditioned, the pelletizer easily becomes a scrap-making machine.
When setting up an extrusion line, the operator typically has a setup sheet that defines the barrel temperatures, etc., but too often is left on his/her own when it comes to conditioning the strands for cutting. In many cases, this is exacerbated by the odd assortment of floor brooms, PVC pipe, and inadequate air knives brought to the task.
And while the focus here is on the process, having the right tools for any job is important. In today’s market, many tools of the trade have been re-engineered to be more efficient at their basic purpose. Just imagine: a vacuum strand dryer that actually works. So where do we go from here?
In most cases, getting started involves the recognition that maybe the “same old-same old” has some room for improvement. What follows from here assumes that the upstream melt-phase requirements have been properly met. The operator must start with the prescribed method listing the various elements of the process for each material.
These values are typically achieved by guided empiricism based upon sound theory, known facts, and a little trial-and-error. Once established, these should be the basis for the setup sheet on the production line—and it’s important that it be used for each shift. Otherwise … imagine a racing pit crew where each member could act on his own.
IDENTIFY DOWNSTREAM VALUES
Identifying and monitoring the metrics by product formula reduces waste and takes the guesswork out of setting up an extrusion line. The goal here is to leave less decision-making open to interpretation by the operator and to instead rely on empirical data that produces a predictable outcome.
For the equipment downstream of the die, these metrics should include:
• Pelletizer variables, including rotor composition, number of teeth, rotor gap, feed-roll composition, feed-roll gap, and air-cylinder pressure.
• Feed and speeds for the pelletizer for a nominal run at a given extruder rpm.
• Process-water temperature during operation.
• Residence time (distance) in the
water bath.
• Positioning of the guide rolls in the water bath.
• Target pellet temperature post-cut.
The pellet is the “witness” that sees everything inside the process and can be coaxed into revealing 95% of the failure modes upstream. The riddle is how to read the signs and react to what is observed. Science is repeatable, and if care is taken to establish solid baselines—in other words, write them down—finding the root cause of a quality issue becomes much easier. For example, if it’s known that the rotor and bed knife are sharp and set at the proper gap, then the presence of fines indicates a strand conditioning issue.
After assessing the pellet, it’s equally important to know what corrective action to take, which at times can be completely counter-intuitive. But following a few simple guidelines during setup exponentially increases the odds of success on the front end and drastically reduces the need for a witch hunt when things go bad.
Too often there are compounding lines where extruder throughput is nearly doubled and the pelletizer ramped up to meet the demand, but where strand count remains the same inside the same processing envelope. This scenario has trouble written all over it and can only lead to problems for the operator.
There are lots of equipment choices available and in many cases, the installation of the equipment is viewed as the last step to improvement. In fact, the equipment selected is only the beginning and its successful deployment relies upon a consistent and studied approach. There are important factors in the process downstream of the extruder that govern the outcome of what goes into the gaylord box.
Compounders that acknowledge those factors and make the necessary investment in time and resources to control them will simply make better pellets than those who do not.
















Read Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More