
Get Back to Basics On Water-Cooling Equipment
Neglecting your plant water systems can result in inefficiencies and downtime. Follow these tips when you get new equipment on stream or to maintain what you’re already running.
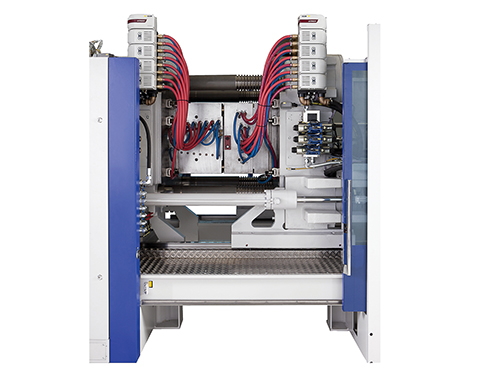
The very least any processor can do to arrest cooling problems before they become serious is to monitor water flow through the tooling. Various types of flow monitors are available, as well as automatic flow regulators independent of the temperature-control unit. This particular unit serves both functions.

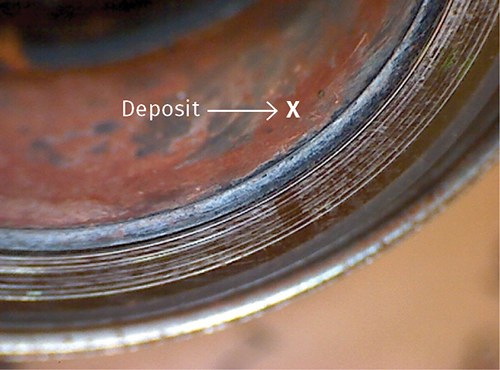
These two views of a heater and the heater housing of a water-temperature control unit show what happens if you use untreated straight tower water and allow calcium carbonate (lime) deposits to build up.


Untreated tower water in this beaker looked crystal clear until it evaporated. Chemical analysis showed the residue to contain calcium, phosphorus, and aluminum. This is what will destroy your pump seals over time.
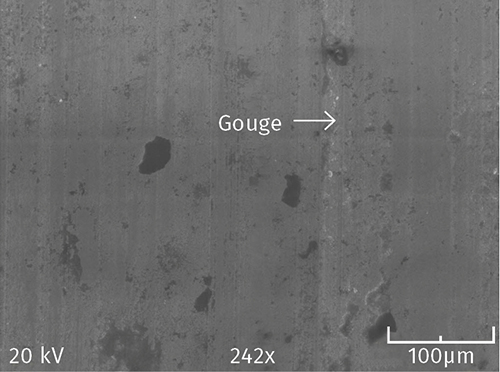
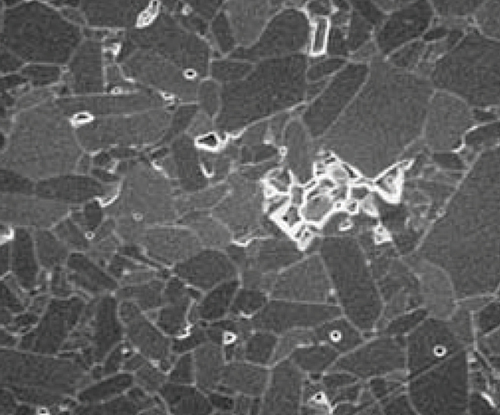
Two different magnifications of pump seals damaged by precipitated solids from untreated tower water. The more magnified view (below) shows gouging of the seal by abrasive diluted solids in the cooling water.
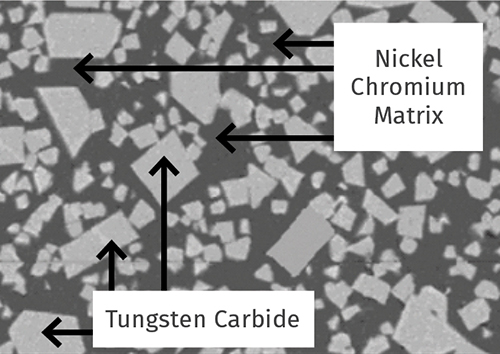
Highly magnified images of two pump-seal structures. Aluminum oxide precipitated from untreated tower water is harder than even tungsten carbide in more expensive pump seals (above) and will cause micro-gouges in seals. Surprisingly, if you have high concentrations of diluted solids in your tower water (“hard” water), you might get longer life from a lower-cost pump seal made of alumina (below).



Over the years, plant water systems and the hazards of not paying attention to them on a micro level have been commomplace and an unpleasant sight to behold. They are a highly neglected area of most facilities and can lead to significant losses in efficiency and increased downtime. This article will provide an overview of a handful of simple concepts that will help you to implement new equipment effectively and maintain the equipment you already operate.
STRAIGHT TOWER TOWER: CAUTION!
Many processing plants run straight tower water for various reasons. These systems have obvious advantages in terms of cost and efficiency, but they have some long-term disadvantages for the rest of the water equipment. Most facilities do not treat straight tower water because of loss due to evaporation. As a result, they typically end up with dirty, hard water running through their system that is never treated or flushed on a regular basis. As they continue to add water to make up for evaporative losses, they are adding a higher concentration of solids and diluted solids (solids in solution).



The dirty aspect can be solved with easy and inexpensive filtration to catch the solids. Proper filtration, at least 100-micron or better, is highly recommended in all water systems. Strainers on water-temperature control units are also highly recommended, as they will catch any chunks that might burst loose from aging tooling. These chunks can clog valves and even damage certain styles of pumps. What can cause even more trouble, however, is the diluted solids you can’t see or catch in a filter.
Diluted solids come in many forms in a plastics facility. The most common is calcium carbonate (CaCO3), typically found in an untreated straight tower-water system. Once calcium carbonate forms a deposit, it will continue to grow and grow until you end up with something that looks like the pictures below, wreaking havoc on your temperature controller.
A simple long-term solution could be to soften the water, or treat it, so that the calcium carbonate does not foul up your equipment and tooling. A simple short-term solution, if you are really against water treatment, is to monitor the flow through the tooling, something that is advisable for processing anyway. Once you’ve established a baseline flow rate with clean equipment and clean tooling, you can start to monitor the flow for degradation. If you see your flow rates start to drop, then it’s time to start cleaning out your temperature-control units and tooling. If you wait until the water-temperature unit activates an alarm for a reason much more catastrophic, like in the pictures, then you’re already too late. In addition to the potentially catastrophic shutdown, you have also lost production as a result of decreased flow and cooling, and subsequent increase in cycle time.
Other diluted solids that can cause trouble typically come from corrosion. When possible, avoid using untreated aluminum anywhere. Untreated aluminum manifolds and molds are susceptible to galvanic corrosion when dissimilar metal fittings are attached. This generates aluminum oxide, a diluted solid. Aluminum, iron, and copper are all susceptible to some level of chemical corrosion as well (also known as rusting), generating diluted solid oxides in the system. Take a look at the picture below. The fluid in this beaker looked like crystal-clear plant water until it evaporated. The high level of diluted solids left behind were found to be calcium, phosphorous, and aluminum. These diluted solids will destroy your pump seals and foul your equipment.
TIRED OF REPLACING PUMP SEALS?
There are temperature-control units available that offer magnetically coupled pumps with a seal-less design, which may be desirable for a specific application or for targeting minimized maintenance. But the vast majority of water-temperature control units and chillers use a single-stage mechanical pump seal. This seal does not completely seal the pump shaft, by design. There has to be a gap between the static face and rotating face to form what’s called a lubricating film, or hydrodynamic film. This film both cools the pump seal and lubricates it from friction. This inherent leakage is evaporated during operation and you never notice it.
But remember that beaker of evaporated water and the gunk that was left behind? Let’s take aluminum oxide as an example. Aluminum oxide is harder than tungsten carbide, and it can be extremely abrasive to even the most elaborate and expensive pump seals. In fact, most of the expensive pump seals are a two-phase seal using softer materials such as nickel-chromium to bond together the harder materials such as tungsten carbide or silicon carbide. Surprisingly, if you have high concentrations of diluted solids then you might see a longer life from the “cheap” single-phase pump seal made of alumina. Below are some highly magnified pictures of different pump-seal structures.
So why avoid diluted solids? Because they will prematurely destroy your pump seals. The accompanying photos show two levels of magnification of a failed pump-seal face. Note the significant gouging caused by the interaction with extremely abrasive diluted solids.
CLOSED-LOOP TREATED WATER: MORE CAUTIONS
So, you’ve taken everything written here thus far to heart. You’ve decided to close-loop your water system and treat the water to avoid countless hours maintaining your water equipment. However, you are not out of “hot water” yet. You need to pay very close attention to your water system, even after you treat it. You need to understand the chemical relationships and the reactions to various materials. A phosphate inhibitor used to reduce iron corrosion can raise your pH to a level that will eat away at untreated aluminum manifolds and tooling. Aluminum has a small pH window of about 4 to 8.75 within which it won’t corrode. So if you’re trying to protect your iron in the system, don’t use aluminum as a solution.
If you’re running aluminum tooling, use nonferrous equipment altogether, including infrastructure, and balance your pH to protect the aluminum within the window noted above. Of course, none of this matters if your chloride salt levels are high, so you need to test for that as well.
Confused? If so, then you need to bring in the experts. Make sure your suppliers are on your side and offer assistance. It will cost you less in the long run, due to the lower maintenance costs of the equipment.
GLYCOL: ADJUSTMENTS NEEDED
Lastly, before choosing to adopt a glycol solution, make sure to evaluate all alternatives and thoroughly analyze whether you absolutely need to use glycol for the application. Organics, corrosion, and other issues can all be resolved without using glycol solutions. Glycol can be very beneficial in some applications, but an unnecessary nuisance in many others. When using glycol you need to adjust your equipment sizing based on the increase in viscosity. Pump capacities and flow through your tooling will be affected. The heat-transfer rates of the solution are also affected, requiring more flow from a pump that is already producing less flow due to higher fluid viscosity.
You will also need to pay attention to the plate heat exchangers on your chillers. Make sure all heat exchangers are sized for a glycol solution; otherwise, your chiller will underperform.
Additionally, be aware of the heat capacities of the glycol mix from your supplier. Often these solutions are not meant to be run hot during mold heat-up. The glycol solution can degrade when heated by the temperature-control unit and become acidic, opening the door for many other issues.
One final note: If you don’t take action based on the above information and how it relates to issues you’ve had in your plant, then you should at the very least start to monitor flow rates on your tooling. As mentioned earlier, seeing degradation in flow through your tooling is the first sign of an issue. If you catch it early then you can avoid catastrophic failure and production downtime. There are plenty of devices available on the market for this purpose. Sometimes, flow measurement is built right into the temperature-control unit. Another common option is an independent automatic flow regulator on your tooling. Or, in its crudest form, you can put a $20 flow meter on the process side of your equipment and keep an eye on it.
ABOUT THE AUTHOR: MICHAEL STARK
Michael Stark is divisional manager, Material Handling & Auxiliaries for Wittmann Battenfeld, Inc. in Torrington, Conn. He has an engineering degree from Rochester Institute of Technology, and an MBA from Post University. His career in plastics began as a process technician for Ball Corporation over 12 years ago. He joined Wittmann Battenfeld in 2006, serving as engineering manager before assuming his current position. Contact: (860) 496-9603, x124; michael.stark@wittmann-group.com; wittmann-group.com.















Related Content

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
The Importance of Melt & Mold Temperature
Molders should realize how significantly process conditions can influence the final properties of the part.
Read More
Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More