
How Gravimetric Control Systems Pay Off in Blow Molding
Gravimetric control systems offer blow molders improvements in processing efficiencies above and beyond their ability to regulate resin usage.
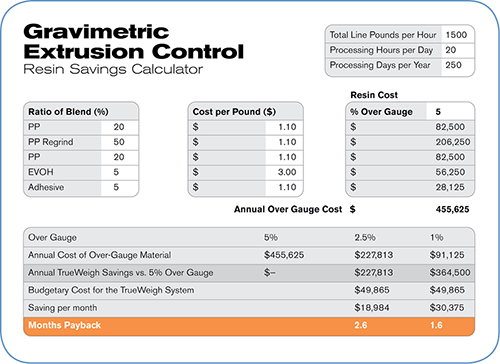
Chart details the amount of material wasted by “over-weighting” bottles—in this case a five-layer, PP-based barrier container—and the fast payback offered by gravimetric control systems.

Gravimetric control systems such as Conair’s TrueWeigh offer blow molders improvements in processing efficiencies above and beyond their ability to regulate resin usage.



Ask any extrusion blow molder and they’ll tell you their single highest cost component is resin. And the price of material continues to soar: PP has increased from about 35¢/lb in 2001 to more than $1.10/lb today. HDPE has more than doubled in price from around 35¢/lb in 2001 to over 90¢/lb nowadays.
To stay competitive, bottle producers have got to squeeze every bit of production out of their operation and do it smarter and better than the competition. Savvy processors know this and have structured their plants to achieve maximum throughput while maintaining quality and minimizing scrap.



However, the real challenge lies in the fact that so many variables can affect throughput: screen-pack blockage, melt-temperature variations, screw wear and resulting leakage flow over the flights, loss of cooling of the screw or feed throat, or changes in material behavior, including normal drifts in bulk density. As if all of that isn’t enough, you also must contend with the most insidious factor of all—operator interference. Whether they have years of experience or are completely green, rarely will two operators run a blow molding machine in quite the same way.
Despite all this variability, some things can’t change. Wall thickness must adhere to specifications and so must the layer thicknesses if you are running a multilayer container. These are factors that govern whether or not you are making a good product, and if your bottles are out of spec, it really doesn’t make any difference how many you make. In the end, you’ll only be losing money.
Unlike film or sheet extruders, blow molders generally do not have any kind of online gauging system to tell them if material thickness or layer ratios change over time. They’re more likely to collect samples periodically and perform QC checks in a lab, but often the first indication of a problem is a bottle that explodes on the filling line—or, worse, after shipment.
What’s more, unlike their extrusion brethren, not many blow molders have availed themselves of gravimetric control systems. Instead, they’ll process a bottle with more resin then they actually need to ensure that they’ll still have a usable bottle even if conditions cause it to be slightly out of spec.
That might sound prudent, but it’s more like throwing money out the window. The actual overage may be small, but even if a molder is using just 1% more resin than necessary, and it runs 20 million lb a year, that 1% translates into 20,000 lb and $20,000 worth of wasted material. When you “overweight,” the more material you run, the more you waste, and if your normal overweight percentage is 2%, 5%, or more, the pounds and dollars add up quickly.
MATERIAL COST SAVINGS
Looking at all this in a more positive light, it is easy to understand that the high cost of raw materials and the relatively large percentage of waste in most plants means there is ample opportunity to save big by reducing the overweight percentage built into every bottle.
Is that possible without running an unnecessarily high risk that you make bottles that fail because they don’t meet minimum specifications? The answer to this question is an emphatic “yes,” and the key to making it happen is by using a gravimetric extrusion-line control system. Combining a highly accurate weigh hopper with a PLC-based control, the system tracks material being fed to the extruder and automatically adjusts screw rpm to maintain a consistent product output regardless of changes in raw materials, ambient conditions, or processing variables.
In the TrueWeigh gravimetric control system by Conair, the weigh hopper “floats” within a frame and is supported solely by a load cell. As pellets are loaded into the hopper and fed to the extruder, the change in weight is measured and the data sent instantaneously to the PLC control unit. If a screen changer begins to become blocked or if other variables in the process cause throughput to fall off, the control recognizes it immediately and can increase extruder screw speed to maintain the desired throughput.
You’ll no longer need to rely on operator judgment and off-line QC analysis, which may uncover product quality changes only after hundreds or even thousands of off-spec bottles have been blown. And you don’t need to set thickness setpoints unnecessarily high in anticipation of process variability. The system reads and reacts to changes as they occur so the processing window can be narrowed as much as possible.
In multilayer applications, each extruder can be fitted with a TrueWeigh hopper, and a single PLC integrates and synchronizes control of all of them. Not only does this maintain the total throughput, it also ensures that each component material that makes up the multilayer structure is present in the correct ratio to the total. This can be especially important when thin barrier or adhesive layers are critical to the quality of the container.
To see how a gravimetric control system can benefit you, look at a hypothetical six-layer PP bottle produced at a rate of 1500 lb/hr, 20 hr/day, and 250 days/yr (see chart). In this scenario, the two outer layers are composed of virgin PP priced at $1.10/lb, and together they represent 40% of the total structure. There is a regrind/virgin layer that makes up 50% of the bottle thickness. An EVOH barrier layer represents 5% of the structure and carries a material cost of $3/lb. On either side of the EVOH are adhesive layers that together account for the final 5% of the bottle and carry a $1.50/lb price tag. Both adhesive layers are delivered by a single extruder, so the total number of extruders is five.
If you are accustomed to running 5% over your target thickness to ensure consistent product regardless of process and material variations, you can see that your annual cost for the excess material will amount to $455,625.
What if you could run at 2.5% over your target instead of 5%? You would save half of that excess amount, $227,813. And, if you could run confidently at just 1% over target, your cost for wasted material drops to $91,125/yr. Until now, few extruders would attempt to run at a mere 2.5% over gauge, much less at just 1% over. However, with the additional control provided by the gravimetric extrusion-line control system, it is not only possible, but easily cost justified.
If you cut your amount-over-gauge in half, from 5% to 2.5%, you save half of the excess material cost—$227,813/yr or $18,984/month—that we identified above. A TrueWeigh system configured to control this six-layer extrusion line is nominally priced at $49,865, so it will more than pay for itself in about 78 days. After that, savings go right to your bottom line or they give you some pricing leverage without impacting profitability. If you are able to reduce your amount-over-gauge to something less than half of what you are accustomed to—perhaps even to as little as 20%—the system pays for itself and feeds your profitability in about six weeks.
PROCESS IMPROVEMENTS
Company management will appreciate the material savings and improved profitability offered by the gravimetric control system, and purchasing will welcome the quick payback; but a gravimetric control system still has more to offer. A production manager can understand the value of process efficiencies the system also delivers.
During start-up, for instance, gravimetric control is able to automate many of the time-consuming trial-and-error steps involved in synchronizing the extruders in a multi-layer blow molding system. The conventional approach begins with production personnel periodically collecting and weighing samples of each material being run on a given extruder in order to correlate screw rpm to throughput. The data are charted to be used as reference during start-up. In a multilayer line, the same information must be collected and maintained for each extruder, and the charts need to be updated periodically as screws wear and as ambient conditions and material characteristics change over time.
When it is time to start the line, the charts are used initially to set the extruder screw speeds to establish the total throughput per hour and the specific percentages of various materials in a multilayer structure. Once the line is up to speed, operators take sample bottles to the QC lab for analysis and then manually adjust extruder speeds to achieve a finished product that meets specifications. This process may need to be repeated several times before all the weights and ratios are right, and periodically thereafter to adjust for inevitable changes in processing conditions. It’s little wonder, then, that most processors build such a large over-gauge allowance into the setup.
With a gravimetric control system, there are no charts to be filled in, except perhaps to provide a starting point for a product that has never run before. Instead, the operator enters the total throughput rate (weight/hr) for the container, and the percentage for each layer, and then instructs all extruders to ramp up to speed. The operator may take a sample to the QC lab, but testing will only confirm what is already known: The bottles being produced are within spec.
A host of factors specific to the application determines how much gravimetric control can save during start-up. However, blow molding machine time, manpower, wear and tear, and energy costs associated with auxiliary equipment—including blending, drying, conveying, size reduction, and heat-transfer—could easily amount to tens of thousands of dollars per year. Saving a sizeable portion of these costs could go a long way toward justifying a system even without considering savings during production runs.
Early warning of potentially costly problems is yet another benefit. For instance, imagine if a barrier material like EVOH should bridge in the extruder hopper. With no way to monitor the flow of the material, a blow molder could unknowingly produce thousands of bottles without a solid barrier layer. If the barrier only makes up 5% or the overall structure, the problem might not even be discovered until the package contents are found to be spoiled by the consumer. With a gravimetric system installed, however, you’d know immediately that the EVOH is not flowing and you could correct the problem and avoid product loss or worse, product liability.
Long-term trends can be reviewed and analyzed with a data-logging function built into the system. It continuously records all process readings, including total throughput weight/hr, as well as screw speeds and throughput of each extruder. All this information also can be invaluable for inventory control or to demonstrate the stability of the process and the quality of the containers being produced. Processors that may have needed to submit actual product samples to customers for verification can use process-trending reports instead. And, if there is any question about product that has already shipped, it is easy to research the exact conditions under which it was made.
A gravimetric control system can coordinate the operation of up to 12 extruders, governing total product throughput and dimensions, as well as the relative weight of different layers. It can speed start-up, maintain product quality as process conditions change, and provide detailed production and quality reports.
Most significant of all, however, is its ability to help processors confidently reduce the safety margin programmed in to ensure all layer thicknesses and overall product thickness remain within acceptable limits. These material savings alone can justify implementing gravimetric control, but the process efficiencies the system offers make it a practical necessity.
















Related Content

How Was K 2022 for Blow Molding?
Over a dozen companies emphasized sustainability with use of foam and recycle, lightweighting and energy savings, along with new capabilities in controls, automation and quick changeovers.
Read More
First Water Bottles With Ultrathin Glass Coating
Long used for sensitive juices and carbonated soft drinks, KHS Freshsafe PET Plasmax vapor-deposited glass coating is now providing freshness and flavor protection for PET mineral water bottles.
Read More
50 Years of Headlines … Almost
I was lucky to get an early look at many of the past half-century’s exciting developments in plastics. Here’s a selection.
Read More
50 Years...600 Issues...and Still Counting
Matt Naitove marks his first half-century in plastics reporting, with a few of his favorite headlines.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More