
How Pre-Loaded Ultrasonic Welders Save Time in Automated Assembly
Pre-loaded assembly systems mounted on a robot arm are a relatively new, time-saving concept in ultrasonic welding that maintains precision and process repeatability.
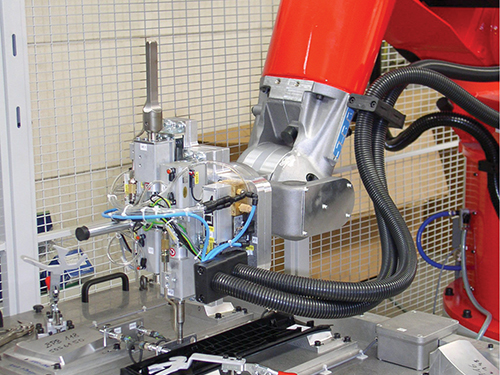
Robotic welding/assembly cells provide high flexibility plus precision.

Time savings can be significant with welding applications such as automotive engine covers or acoustic foam with up to 20 weld spots.
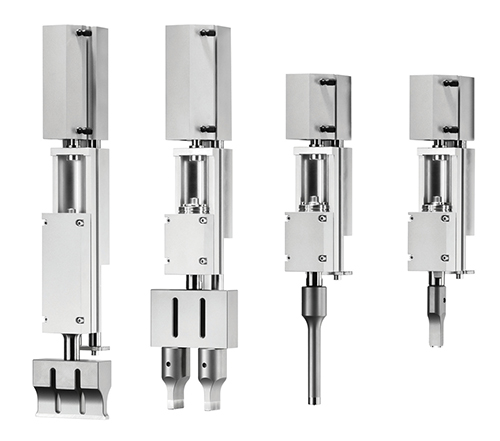
The very small 35-kHz VE Compactline, shown with different weld tools, is mostly used for robot applications.

Although pre-loaded assembly systems are well known in automation, they are a relatively new concept in ultrasonic welding. Ultrasonic pre-loading means that the cylinder already has been extended via an intelligent pneumatic system when the weld tool comes in contact with the plastic parts, so that the welding process can start immediately. This saves time without compromising on precision or process repeatability.
Lightweight and compact ultrasonic weld actuators, along with process controls such as Herrmann Ultrasonics’ Vario, offer this feature. Mounted easily on robot arms, these actuators increase output by facilitating fast and low-energy welding of plastic components.


The high processing speed offered by ultrasonic welding makes it very attractive for mass production, despite higher initial investment. During the weld, the ultrasonic vibrations generated from electrical voltage precisely melt the plastic at defined joining points and create a homogeneous bond. Cycle times of less than 1 sec can be realized, depending on the required weld times (between 120 and 500 millisec).
The cold weld tools do not require a heat-up phase and are ready for operation at any time without the need to maintain a certain temperature level. Preliminary application consulting can be crucial, particularly for part design, to ensure that the ultrasonic waves are ideally focused in the joining area.
REDUCED WELD TIMES
Robots are utilized in situations where several identical weld spots must be performed on one large plastic component. Robot cells provide high flexibility for low batch sizes and multiple part configurations. However, the robot performs the welds one by one, which takes time.
With the help of the pre-loaded concept, the up-and-down travel times of the sonotrode (welding horn) can be eliminated and productivity of the robot is increased. This could save as much as 1 sec per weld spot. Time savings can be significant with welding applications such as an auto engine cover or acoustic foam with up to 20 weld spots. Time savings per application in this instance can approach 20 sec.
INTEGRATED SYSTEMS
For applications with very large quantities and repeated production of the same or similar parts, fast automated rotary systems or linear-transfer machines are frequently used. These machines operate in time-optimized cycles; they are partly cam-controlled and partly servo-controlled, with cycle times of 1 sec or less.
Ultrasonic welding systems also can be integrated within automation lines. For example, Herrmann Ultrasonics has developed the VE Slimline product range of welders specifically for automated systems, available in frequencies of 20, 30, and 35 kHz and outputs of up to 6200 W. The 35-kHz VE Compactline, which is even smaller, is mostly used for robot applications. In conjunction with the Vario process control, all are characterized by easy integration into the overall control assembly-cell architecture.












Related Content

NOVA’s BOPE-HD Film Resin Gains in Globally Available Flexible Food Packaging Applications
Positioned as a recyclable packaging alternative to traditional BOPET films, BOPE-HD film is now available from companies such as Inteplast, JK Materials, Oben Group, and Polivouga.
Read More
Advanced Hardcoat Technologies for Automotive
Momentive’s SilFort technology geared to auto exterior applications.
Read More
Can Plastic Recyclates be Welded Ultrasonically?
What is possible with ultrasound? Will the result with recycled plastics material actually be worse than with standard material? Do we have to adapt our technology?
Read More
S&B Selected as Contractor for New Hope Energy Advanced Plastics Recycling Unit
New Hope Energy and Total Energies collaboration for an advanced plastics recycling unit gains momentum.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More