
How to Avoid Problems When Using Commercial Purging Compounds
The best approach is to implement and standardize a three-step program to ensure you are purging in the best and most cost-effective manner possible.

Selecting the proper commercial purging compound is especially critical for molders that do lots of color changeovers.

Some colorants tend have an affinity for metal and therefore require a more aggressive purge.

Regardless of the specific purging procedure a molder decides to use, it should be the same for all operators.
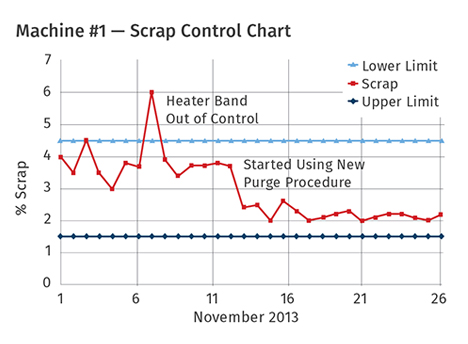
Control charts are one of the most commonly used methods of monitoring the stability of a process. This shows the impact starting a new purge procedure had on reducing scrap rates on a particular press.


All too often, commercial purging compounds (CPCs) are not used properly or in the most cost-effective manner. Avoiding the most common problems associated with purging can be accomplished by implementing a purging program. There are three key components to a successful purging program:
1. Selecting the proper commercial purging compound.
2. Implementing the best procedure.
3. Measuring and tracking results.
If you are dealing with color streaking, contamination, and degradation, stop purging and start planning! It is imperative that your plan addresses these three key concerns.
CHOOSING THE RIGHT CPC
There have been many advances made with commercial purging compounds in the last few years. While both mechanical and chemical-based products offer “general-purpose” grades, there are also a number of grades designed for specific applications. Selecting the very best product for your particular application is essential for a successful outcome. Most purge suppliers provide a selection guide on their websites to assist you in choosing the best grade for your particular application.


In order to make a decision on which commercial purging compound is best for you, the questions that need to be answered are:
• What resins are you running?
• What additives are being used?
• What equipment is being used?
Understanding the intrinsic properties of your molding resin is very important in determining which purging product is best for your application. Whether you are planning on using a mechanical or chemical-based commercial purging compound, knowing the processing temperature range of the molding resin is a critical factor in selecting the proper grade. Every purge product has an optimal processing temperature range.
The thermal stability of a resin is also a factor. Heat- and/or moisture-sensitive resins such as PVC, nylon, and polycarbonates degrade much faster and therefore may lead to carbon build-up, which can result in black specking. When experiencing black specks, a more aggressive
purging compound is required to scrub the carbon build-up from the surfaces of the screw and barrel. Also, when shutting down your machine, it is imperative to remove any unstable resins, since they will tend to degrade. They should be replaced with a stable purging compound.
Another key parameter in selecting the right commercial purging compound for your application is the viscosity of your production resin. Viscosity is a measure of a resin’s resistance to flow. Since purge products work with physical force and agitation, the viscosity of the resident resin will have an impact on the product’s effectiveness.
Almost all purging compounds use a high-viscosity resin as the key carrier when formulating a grade. While these carriers work well for purging a broad range of resins, in some instances,
it is difficult to displace them with the next production resin. This step is referred to as “post-purging.” If you are running a low-viscosity resin, a purge product with a lower viscosity should post-purge more effectively.
Other key resin properties include color and clarity. Color is often the number-one reason for purging. The advantages of using a commercial purging compound for transitions from a dark to light color are well documented. However, there are some colors, even light colors, that are more problematic to purge than others. In particular, liquid colorants and organic pigments are more difficult to purge. Some of these colorants have an affinity for metal and require a more aggressive purge for cleanout.
With respect to clarity, when running clear parts for automotive, medical, housewares, etc. there can be no impurities. In this case, it is important to match the right commercial purging
compound to the base resin being run. For instance, an olefin-based purge product may cause cloudiness in a clear acrylic or polycarbonate part due to incompatibility of the resins based on
their chemical make-up. Use of the right purging compound will make the changeover much faster and create much less scrap.
Additives also play a part in selecting the correct commercial purging compound. Some additives such as flame retardants break down endothermically when subjected to high temperatures, leaving residue behind. If your purge product is not effective in removing these additives, you may end up with carbon build-up, which becomes much more difficult to remove as time goes on. Periodic purging to get rid of build-up will ultimately help eliminate contamination and may extend the life of the screw.
More recently, fiber-reinforced plastics are gaining greater acceptance, particularly in the replacement of metal parts. These glass- and carbon-filled resins produce a stiffer melt that is more difficult to displace than unfilled resins. Consequently, they require a purge with a higher viscosity.
The equipment configuration and condition have a significant impact on the type of commercial purging compound to be used. For example, hot runners influence the purge product selection.
Many hot runners have tight clearances. Channels may be poorly designed or have uneven temperature profiles. They may be balanced or unbalanced. In such cases, it is important to use a commercial purging compound that flows evenly through the manifold, tips, and gates and expands into the negative-flow areas. A number of purge products in the market today are designed specifically to meet the challenges of hot-runner applications. By most accounts, this is one of the fastest growing areas of use for commercial purging compounds.
IMPLEMENTING THE BEST PROCEDURE
While there have been many advances in the development of new commercial purging compounds, there have been just as many improvements in how these products are used. If a processor is having a problem with its purging procedure, the answer can usually be found by asking one of the following questions:
• Are you using an old procedure?
• Has your application changed?
• Are all of your operators following the same procedure?
• Have you modified the procedure to enhance results?
Since we are all creatures of habit, too often we find ourselves following old methods and procedures. Check with your purge supplier to make sure you have the latest procedure. Some words of caution: A procedure that works well for one application may not work well for another. For instance, modifications to a procedure designed for purging a screw and barrel are required to accommodate hot runners. A procedure that works well for a color change may not be well suited to a shutdown/startup. A color-change procedure will be focused on displacing the color as quickly as possible, while a shutdown/startup procedure will be more focused on preventing carbon build-up on the screw and barrel surfaces.
Recently, there has been some discussion on whether or not it is advisable to mold a part with a commercial purging compound. While this can be a much slower process than purging with the mold open, in some cases it is the only way to purge through the hot runners. While some machinery adjustments may be required, most purging compounds can be molded. Again, be sure to use a purge product designed specifically for hot runners.
It is quite common for different operators to use different procedures based upon their previous experience. Variations between shifts can be quite significant. Some operators have developed best practices, while others might be following outdated procedures. Whatever purging procedure your company decides to implement—per machine, tool, etc.—it should be the same procedure for all operators. The best way to promote adoption of standardized procedures among operators is to implement a training program. A successful training program should be customized for your plant. A customized training program can be designed with the help of your purging supplier or with plastics training providers.
While purging suppliers spend lots of time perfecting their recommended purging procedures, the truth is that there are times when modifying them will improve results. There are so many variables to take into consideration when establishing a procedure.
While in most instances a standard procedure will work well, there will be exceptions to the rule. Say, for instance, you’re machine has a problem with hang-up in the check ring. In this
case, higher-velocity short shots will loosen the contamination.
Another adjustment may be associated with purging through valve-gated hot-runner systems. If some of the channels are more problematic due to design or wear, you may have to close
off certain gates and redirect more purging material through the difficult channels.
If you are using a very high-melt-flow resin, modification of the “post-purge” procedure may be required to displace the purge compound. Strategies of dilution with the production resin can be implemented in these cases. The point is, once you validate these modifications and best practices, make sure they become part of your new procedures.
MEASURING AND TRACKING RESULTS
In order to properly measure and track purging, you need to know what the real costs are. Every purging supplier has on its website a “Cost to Purge Calculator.” Regardless of whose calculator you use, two basic components define the real cost of purging:
• MATERIAL: This includes the production resin, commercial purging compound, and scrapped parts.
• DOWNTIME: This includes purging time, soaking time, post-purge time, and time before a good part is made.
Although you might find this a little surprising, purging is usually an emotional experience. The degree of subjectivity when running purging trials can be quite significant, even among different operators within a given plant. The importance of properly measuring your purging results from the outset takes on extra meaning when you understand this. The more science applied to managing your purging program, especially during the trial stage, the better off you will be in the long run.
Once you have established a real cost to purge and a good method for measuring usage, how are you going to track the results? Control charts are one of the most commonly used methods of monitoring the stability of a process. They visually display the fluctuations of a particular process variable—such as scrap—in a way that lets you easily determine whether these variations fall within the process limits. They let you know if you are continually improving your process or if you are having a problem. One thing that concerns us is when we see a customer purchasing more purging compound than normal. Often, we find that a purging process is not being followed and we try to step in to help.
















Related Content

How to Stop Flash
Flashing of a part can occur for several reasons—from variations in the process or material to tooling trouble.
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read More
The Strain Rate Effect
The rate of loading for a plastic material is a key component of how we perceive its performance.
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read MoreRead Next

Tips and Techniques: Break the Taboo On Purging Hot Runners!
It’s safe to say that the concept of using a commercial purging compound (CPC) has largely been embraced by the plastics processing community.
Read More
Purging High-Performance Engineering Resins
One of the fastest growing markets for commercial purging compounds is purging high-performance engineering resins. It is also one of the most difficult challenges, since both mechanical and chemical purging compounds have limitations when it comes to heat stability, residence time, flow restrictions, etc.
Read More