
How to Use Those Fancy Ultrasonic Welding Controls
You know how to set a timer, but newer ultrasonic welders also offer control by energy, collapse distance, and absolute distance. Do you know when and how to exploit these options to make better welds?



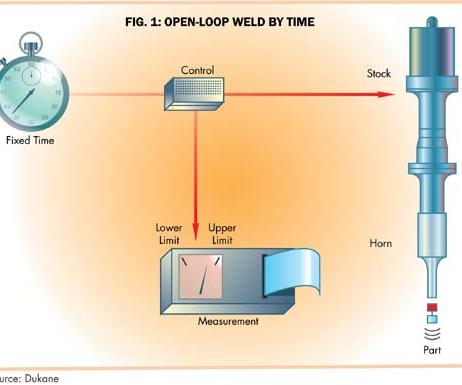
Figure 1

Advanced ultrasonic welding controls offer choices of several differentwelding modes. Some supplierscontend they are worth the cost,if you know how to use them.(Photo: Herrmann Ultrasonics)
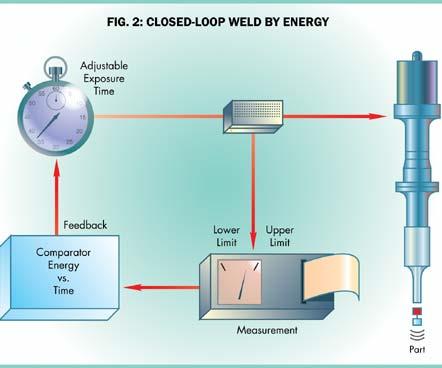
Figure 2
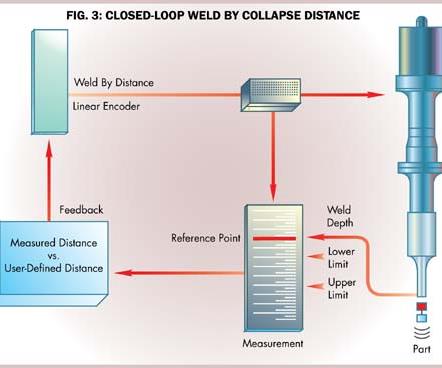
Figure 3

Unlike weld-by-time, more advanced welding modes are closed-loop processes that can adjust for part variations. (Photo: Branson)

Simple weld-by-time has its place, but more sophisticated welding modes can solve particular welding problems and provide more reliable weld quality. Advanced controls let you choose the welding mode for each job. (Photo: Dukane)
For 50 years, ultrasonic welding of plastics has relied on a simple "weld-by-time" method of process control (see Fig. 1). Setting a timer is easy and reliable, but has significant deficits. In particular, it is an open-loop system with no feedback from the process. That means it has no ability to self-monitor and self-correct for variations in parts, electrical power, or functioning of the welding system.
Intensified focus on product quality and use of ultrasonics in more critical applications (e.g., medical and automotive) has drawn attention to a new generation of welding process controls. These offer a broad range of new capabilities, but the one that has grabbed most attention is the ability to weld not just by time, but also by total energy, collapse distance, and absolute distance.



"The overriding reason for having multiple welding capabilities is to get a more consistent weld," says Dominic Friederich, v.p. of Herrmann Ultrasonics, who notes that specific parts respond differently to various welding methods. In automotive, medical, and other demanding sectors, use of advanced controls is critical to meeting strict quality requirements. And the ability to switch between welding methods facilitates troubleshooting.
Advanced controls do cost more. Suppliers estimate prices for equipment incorporating advanced controls at anywhere from 50% to 200% higher than equipment with basic timer controls. To keep costs in line, equipment suppliers work one-on-one with customers to customize controls to provide appropriate levels of sophistication.
But the skeptics doubt that the benefits of advanced controls outweigh their additional cost. Suppliers of stripped-down, time-based welding controls say the costly advanced controls require highly trained operators and thus can remain unused, which means a wasted investment. Even proponents of these controls admit that many processors don't know how to exploit the advanced control features.
Time has its limits
In the weld-by-time method, the horn descends, touches the part, and establishes a trigger force. At that point, ultrasonic welding is initiated and maintained over the specified time deemed necessary to ensure proper joining. When the preset time has elapsed, ultrasonic activity ends and the horn retracts. Hold time can be controlled in similar manner.
Weld-by-time is still used in the majority of ultrasonic welding applications, but it often fails to meet strict quality and accountability standards. One problem is establishing the exact time required to achieve a given weld strength. That is particularly difficult when parts include intricate geometries or are made of unfamiliar materials or blends whose energy-absorption characteristics are hard to predict.
"Weld-by-time ignores the fact that parts vary," adds Jeffrey Frantz, director for applications and acoustic tooling at Branson Ultrasonics. He says this basic method cannot adjust for variations in parts made in different cavities of multi-cavity tools or changes in part surface condition (e.g., dirtiness). These and other factors tend to disrupt any correlation between weld time and weld integrity. As an open-loop system, weld-by-time is also unable to verify weld accuracy or diagnose problems.
Fortunately, the shift to microprocessor-based controls in the 1990s created new possibilities. Welding cycles could be set not just by time, but by total energy, relative collapse distance, and absolute distance. This meant that for the first time the effect of variances in parts could be neutralized, or at least minimized.
"By allowing users to operate in multiple welding modes, advanced controls put the machine—rather than part variances—in command of getting a high-integrity weld," says Brian Gourley, technical services manager at Sonics & Materials. Actual weld time is allowed to "float" when alternative closed-loop welding methods are used. Gourley says that in many applications (frequently for reasons not immediately apparent), the alternative welding methods have proven better than weld-by-time in creating strong, consistent welds.
How the alternatives work
Deficits in weld-by-time led equipment suppliers to develop alternatives, one being weld-by-energy (Fig. 2). In this method, welding is conducted to the point where a defined level of total energy (joules) is absorbed at the weld joint. Since energy equals power (watts) multiplied by time, one role of the controls is to raise or lower weld time to ensure that energy absorbed at the weld stays constant.
It turns out, however, that putting a defined level of total energy into a weld is no better at guaranteeing weld integrity than time. Fluctuations in power input inevitably affect ultrasonic welding systems, although suppliers have devised corrective devices to minimize that. More important, research by Dukane Corp. shows large and irregular energy losses occurring across the entire welding system—at horn, transducer, and fixture. Further, it is not possible to readily correct for those variables. Yet though the correlation between constant energy input and consistent welds is tenuous, there are times when weld-by-energy is effective.
Kyle Kimbro, v.p. of Sonobond Ultrasonics, cites the example of a medical-disposables molder that had difficulty joining a molding to tubing that had inconsistent wall thicknesses. Kimbro says welding by energy proved most efficient in dealing with the broad range of variances and curved contours of the tubing.
More recently, weld-by-distance methods have become feasible with the advent of devices capable of making highly precise distance measurements. Called linear encoders, these are now typically integrated by suppliers into their advanced controls. That has made distance the preferred method in many applications.
In welding by collapse distance, the linear encoder records contact between horn and part and establishes it as the point of reference for measuring welding distance (Fig. 3). After the trigger force is set, ultrasonic welding is initiated for as long as it takes the horn to travel a preset distance. This should mean that regardless of variations in parts, every cycle results in equal weld depth, equal volume of melt, and equal collapse distance. The weld time is allowed to vary, or "float," as necessary. It is believed that this approach yields accurate and repeatable weld integrity.
Herrmann's Friederich calls welding by collapse distance the "preferred method," saying it alone fully compensates for variations in parts. His company has designed its latest controls around this method, terming it Depth RPN (Reference Point Numeric) control.
A final major welding method is welding by absolute distance. Again, this uses a linear encoder to create the point of reference when horn touches part. But in this case, welding continues until the encoder senses that a specific dimension—usually height—of the fully assembled part has been reached. The outcome is identical height (or other dimension) for all parts welded.
Where they work best
A separate advance in ultrasonic welding controls, called amplitude variation, is best exploited when weld-by-energy is used, says Sonobond's Kimbro. This feature allows users to select the amplitude level of ultrasonic vibration (typically 60% to 100% of full capacity) for each job. It reportedly opens potential for reducing energy use and minimizing equipment wear.
Welding by collapse distance is sometimes more effective than welding by time when different materials are being joined, says Sonics & Materials' Gourley. He cites a case in which a multi-material plumbing fixture consisting of rigid and flexible sections required welds of equal strength to be created on materials having quite different densities and hardnesses.
Branson's Frantz adds that another common use of welding by collapse distance is when joining or heat staking parts requiring a hermetic seal. He says the approach is effective in ensuring that seals will remain fully hermetic at a given pressure. Possible reasons for this success are that this welding method creates an equal volume of melt on each part, collapses welds to equal depth, and ensures full collapse of the energy director on the part.
Certain polymers respond more favorably to one welding control method than another. For instance, polycarbonate generally requires a lot of energy to melt, which may explain why PC parts tend to respond best to welding by collapse distance. By contrast, styrenics and polyolefins are generally more receptive to ultrasonic energy and so usually work quite well with time-based welding.
Welding by collapse distance can also be useful when joining parts prone to warpage. One processor found that the ability to get equal weld depth helped maintain consistent weld integrity in parts that tended to warp to a significant degree while in storage.
Welding by absolute distance is most beneficial in applications where parts have to fit together or interlock with other parts in subsequent assembly steps, says Mike Johnston, national sales manager at Dukane. He cites connectors and closures requiring a critical fit and interlocking parts where exact height dimensions are essential.
One Branson customer had trouble joining the base and bowl of a specially designed injection molded yogurt cup. Both parts were made in 64-cavity molds, yielding a vast number of possible combinations and final heights. After welding by absolute distance, all fully assembled cups were of nearly equal height, and thus remained stable and stackable in use.
Choosing a control system
Most suppliers of ultrasonic welders offer basic systems incorporating generic controls based on welding by time alone. This equipment is generally priced between $7000 and $11,000, and is generally satisfactory as long as the application requires mainly that parts hold together and pass visual inspection.
But many applications are more demanding. In those cases, Dukane helps customers define their assembly requirements for the specific application in order to choose the most appropriate welding method. Collaboration allows controls to be tailored according to need and cost.
"A major reason for using advanced controls is to document what's happening in the process and generate good SPC data," says Dukane's Johnston. Basic time-based controls provide limited SPC data, but many OEMs want the more detailed information that the use of various welding methods provides.
Johnston adds that user-friendly interfaces make it easy to shift between welding methods, so that comparison of effectiveness and diagnosis of welding problems are possible.
Advanced controls can also be used to save time and trouble in establishing the welding parameters for a job, says Gerry Zaichkowski, president of Plastisonics. His company distributes Dukane equipment in Canada, mostly to automotive customers. Zaichkowski says conventional set-up is a trial-and-error process that generates a lot of wasted time, part rejects, and frustration. But the ability of advanced controls to switch between different welding modes, plus their graphical interfaces, makes their set-up far more efficient.
Clashing views on value
Suppliers have conflicting assessments of today's sophisticated ultrasonic welding controls. Many suppliers are enthusiastic, but others argue that sophisticated controls, including those that operate by multiple modes, are too unreliable, hard to use, and above all costly to justify their use beyond a few high-end niches.
"In 22 years in plastics joining, I have rarely seen an application that could not be welded with time-based controls," declares Robert Bishop, president of Sonitek. That firm is the exclusive distributor of model S840 and S870 welders made by Branson Ultrasonics that are equipped only with weld-by-time controls.
Bishop concedes there are cases where high-end controls are justified, as when OEMs require detailed SPC data for critical or regulated (e.g., medical) parts. But he says time-based controls are the best choice in a vast majority of applications. "If you want to weld a polystyrene toy, seal a PVC clamshell, or put a threaded insert into a business machine, then you can't beat [weld-by-time] equipment," Bishop declares.
Bishop observes that in his visits to numerous plastics-processing shops in the U.S, he finds sophisticated ultrasonic-welding controls typically are used in the time-based mode anyway, and their expensive additional capabilities are rarely exploited.
He also claims that more sophisticated controls are more costly to repair and require an outside technician. Bishop says user manuals for these controls tend to be complex, and operator training is usually needed to fully exploit the new controls, adding further to cost.
Nitin Phadnis, president of Ultrasonics For Less, estimates that 80% of potential ultrasonic-welding jobs would be adequately served by basic weld-by-time controls. Indeed, he established his company three years ago specifically to address the needs of those who "just join parts."
In Nitin's view, ultrasonic welding is still more art than science. He says factors external to the welding process, such as material composition, have as much impact on weld performance as controls do. Given that experience is still the key to success in welding, Nitin says his company's cost-effective Zapper systems meet most market needs.
Those who supply advanced controls say some criticisms of their cost are exaggerated. They estimate that advanced controls, which do much more than provide alternative welding methods, typically add no more than 50% to the overall cost of weld-by-time systems.
Branson's Frantz rejects the view that advanced controls are rarely well utilized in molding shops when technical parts are involved. He says owners and operators are aware of the need for quality and cost control and of the role advanced controls can play. "The benefits of using advanced welding controls show up in higher welding rates, fewer rejects, reduced scrap rates, and ultimately in better quality parts and happier customers," he says.
















Related Content

‘Contactless’ Accumulator Is Gentle to Superthin PET Bottles
Sidel’s Gebo AQFlex protects ultralight PET water bottles from dents at Suntory Japan.
Read More
Cold Jet Builds New Cincinnati Headquarters
Cold Jet is consolidating two Cincinnati-area facilities into one location.
Read More
Eco-Sustainable Pad Printing Ink
Incups GN Series passes the ISO cytoxicity test and complies with EuPIA.
Read More
Next-Generation Fully Electric Ultrasonic Welding System
NPE 2024: Rinco new eMotion servo-driven machine is available in 20 kHZ and 35 kHz frequencies.
Read MoreRead Next

Laser Welding Comes of Age
Laser welding is gaining acceptance as a specialized method for joining plastic parts that are sensitive (e.g., contain circuit boards), involve complex geometries, or have strict cleanliness requirements (medical devices). So far, most of this activity has taken place in Europe.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More