
Hybrid Prototyping Process Combines Casting and Machining
A new rapid-prototyping technique combines casting with CNC milling in a novel way to create prototype parts fas ter than conventional rapid prototyping approaches—and it all happens in one machine.


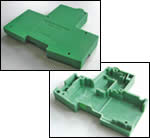
The PCPro method uses casting to form the simple outer surfaces of the prototype part and CNC milling to form the complex interior dimensions. CNC machining also creates the mold cavity for the part’s outer surface.

The inner part contours of the prototype are machined from a 3D CAD/CAM file. Hence inner part designs can be altered electronically, with no tooling change.

A PUR mixing and casting head is mounted alongside the CNC milling spindle.
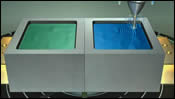
A two-station system could be designed so that one part is being machined (right) while another freshly poured part is curing (left).
A new rapid-prototyping technique combines casting with CNC milling in a novel way to create prototype parts fas ter than conventional rapid prototyping approaches—and it all happens in one machine. This “Precise Cast Prototyping” technique, known as PCPro, was developed at the Fraunhofer Institute for Material and Beam Technology (Fraunhofer IWS) in Dresden, Germany, and is unusual in that it uses a CNC mill for making both the mold and the finished part. CNC machining is used only to make half a mold—the lower half. A polyurethane or silicone casting material is poured into the cavity to shape one side of the part while the mold is still in the CNC mill. When cured and hardened, the upper side of the part is then machined by CNC.
The process is aimed at parts like housings, which have relatively simple geometry on one side that can be formed fairly quickly and easily in an aluminum, steel, or epoxy mold half, while the complex geometry is on the other side, where it is machined into the softer plastic of the prototype part.


Time and cost savings
The process eliminates the need for a physical master model, and reduces tooling expense since only one mold half is made, and that is for low-pressure casting. Issues such as gating, runners, venting, and parting lines are avoided, and less moldmaking experience is required,” says Thomas Himmer, researcher and project manager responsible for rapid tooling, rapid prototyping, and rapid manufacturing at Fraunhofer USA’s Center for Coatings and Laser (CCL) Applications.
Casting into one mold half allows air bubbles in the casting material to escape freely, so a fully dense part and better part surface can be attained, adds Himmer. Since the casting is subsequently machined, the PCPro process also allows incorporation of features into the part that are not possible with vacuum casting, such as threads or undercuts.
“The casting method produces the outer surface of the molded part while precision CNC-milling creates the inner contours of the part,” explains Himmer. “This capability to mill the casting allows for parts with completely different interior dimensions and geometries to be made from the same mold since the second mold half exists only in the form of a 3D CAD/CAM geometry and CNC tool-path programming. Geometrical modifications can be done simply by changing the parameters of the CAD file.”
The other benefits of selective casting and machining is that the casting process saves the time for machining the outer surface of each part, while machining the inner dimensions can attain tighter tolerances than prototypes made with conventional vacuum casting. This is because the final machining takes place after curing and shrinkage of the casting materials. With casting, the dimensions are formed before the casting cures and shrinks, says Himmer. Higher precision and narrower dimensional tolerances can be obtained with the CNC than with casting technologies, says Himmer. All of the machining is done in one setup, so there is no misalignment between the inner and outer contours.
Overall, the PCPro process makes a prototype part in just six steps compared to 15 steps for conventional vacuum casting. Himmer was a principal researcher in the development of the process in Germany and is seeking partners among U.S. molding companies to license the technology or offer it as a commercial service.
A potentially large application area could be housings for cell phones or other electronics, since PCPro can provide free-form surfaces and tiny, close-tolerance features, says Himmer. However, highly complex geometries are difficult to manufacture with the process.
Cut, cast, cut
PCPro uses a special combined milling and casting system designed and patented by Fraunhofer. The combination machinery eliminates the need for an external casting device and saves space while avoiding collisions between machinery components. Standard three-axis CNC equipment is used.
The process relies heavily on the accuracy of the 3D CAD/CAM File. Any CAD program can be used, says Himmer. PCPro actually merges the 3D CAD/CAM files of the part and mold to create tool paths for milling both. Once the CAD/CAM file is set up, a block of mold material is clamped into the work platform of the unit.
The casting unit is designed for two-component polyurethane systems. Two canisters for the resin components are connected by tubes to a mixing and casting head. The mixing/casting head is joined to the spindle head of the CNC unit. It is purged after casting with one of the two components or with air.
Fraunhofer has made sample parts using a standard two-part PUR system from the RenShape Solutions tooling business unit of Huntsman Advanced Materials, East Lansing, Mich. It used its RenCast FC51 system, which has a low viscosity and a cure time around 20 min. Himmer says other systems can be used.
The first PCPro machine built has a 200 x 200 mm work envelope, but machine size is scaleable for any application, Himmer says. A system could be designed with two mold stations side by side to increase output. One mold station can be casting and curing while the other is machining the cured part. The targeted machine price is below $100,000 for a basic three-axis CNC unit and the proprietary casting system.












Related Content

Completely Connected Molding
NPE2024: Medical, inmold labeling, core-back molding and Industry 4.0 technologies on display at Shibaura’s booth.
Read More
IPEX Opens Injection Molding Facility in North Carolina
The pipe and fittings manufacturer’s new 200,000-square-foot facility represents a $200 million investment and will create 150 jobs.
Read More
Consistent Shots for Consistent Shots
An integral supplier in the effort to fast-track COVID-19 vaccine deployment, Retractable Technologies turned to Arburg and its PressurePilot technology to help deliver more than 500 million syringes during the pandemic.
Read More
Fakuma 2023: More Details on New Machine Line
Wittmann Battenfeld has released more details on the new EcoPower B8X debuting at Fakuma (October 17-21; Friedrichshafen, Germany), which it previously announced.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More