
In-Mold Assembly: The New Frontier for Multi-Shot Molding
The drive to eliminate secondary operations is pushing multi-shot injection molding a step farther—toward assembling separate components in the tool via snap-fits, welding, and co-molding of incompatible materials.



Spin Stack tooling from Gram Technology molds a threaded cap and a matching threaded spout with pull-tab in separate parts of the mold before assembling the two together.

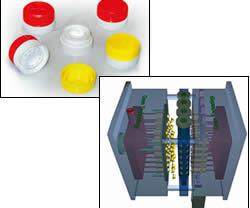
High-output TwinCube mold from Foboha was sold last year to Stull Technologies to produce a PP cap and base that are snapped together by the tool to form a disk-top dispensing unit.

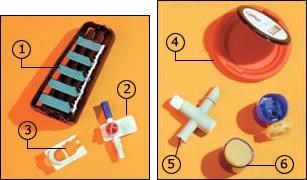
Three IMA overmolding applications from Engel: Pacifier with movable but inseparable ring and mouth plate (left); four-part switch assembly with three moving parts (right); valve and housing (center).
JSW’s Die Slide Injection process molds two halves of a hollow product in one shot. Then a hydraulic slide moves one mold cavity into alignment opposite its mating part. The mold closes and a second shot is injected to seal the joint area.
In-mold labeling, film decorating, and fabric laminating are becoming well established. So what’s the next phase of the trend toward eliminating secondary operations by doing it all in the mold? The new target on the radar is in-mold assembly.
Discussing this subject with molders, moldmakers, and machinery OEMs soon makes it evident that the term “in-mold assembly” (or IMA) is subject to varying definitions. For the purposes of this article, we distinguish it from the general field of multi-shot molding or hard/soft overmolding. Although in-mold assembly generally requires multiple shots, the essence of the concept is putting together inside the mold separate components that would otherwise be assembled outside the mold through snap-fits, welding, or adhesive bonding. “You have to consider it in-mold assembly if it brings a downstream action into the molding process,” says Bob Hare, general manager at the U.S. division of Ferromatik Milacron Europe.



In-mold fabric or carpet lamination might appear to fit this definition. But this can be considered a form of insert molding—a well established technique that is not within the scope of this article. As will be evident from the examples discussed below, IMA is more than just overmolding or insert molding—though either or both can be part of an IMA process.
Multiple benefits
As with other in-mold, value-added operations, IMA’s merits are partly economic and partly quality-related. “There is the potential to provide a more consistent product that is not subject to the same warpage or shrinkage issues seen when secondary operations are employed, especially when two or more portions of a part are to be mated,” says Wade Clark, president of molder and moldmaker Electroform.
“You could make one single part of an assembly less expensively in one machine and a small mold. But if you look at all of the costs associated with bringing the part into the assembly line and the line itself, the savings from doing it in the mold are tremendous,” adds Joachim Kragl, Engel’s manager of processing technology. “You have just one machine and one process to worry about. If I had a three-component piece to assemble, there would be three automation lines, and that raises the potential for production interruptions,” he notes. Eliminating conveyors, bowl feeders, fixtures, ultrasonic welders, etc. removes potential sources of scrap parts caused by mishandling, misalignment, process variations, or contamination.
The consensus of mold and machine builders is that IMA confers other benefits as well:
- Producing a finished part from the mold eliminates work-in-progress inventories.
- IMA can avoid the need for separate presses and molds, reducing labor and floorspace requirements.
- IMA ensures correct registration or alignment of a part for assembly, which can be a big plus for cosmetic parts.
- IMA can reduce the total time to produce an assembly compared with the time needed to mold each component separately and then join them together.
- IMA allows production of parts with features that would be cost-prohibitive or impossible to produce by conventional downstream means.
IMA usually requires high part volumes, as tooling can cost 30% to 70% more than standard molds with the same cavitation. Sources generally agree that jobs with a part volume of around 250,000 are candidates for IMA. They also agree that IMA is advancing faster in Europe than in North America and primarily in automotive and consumer products, and to a lesser extent in medical parts.
Special technology for IMA is more likely to be found in the tooling than in the molding press. Machine builders such as Arburg, Engel, Krauss-Maffei, and Milacron say a machine for IMA is not much different than one for other multi-component molding jobs, but they say the distinguishing factor is the know-how to integrate the automation and program the sequence of operations. “As long as the machine features a closed-loop control system that can ensure the repeatability and accuracy of the process, its can be used for in-mold assembly,” says Peter Lipp, general manager of injection molding at Krauss-Maffei.
In some cases, suppliers of special tooling for IMA have teamed up with particular press builders. An example is the partnership between Ferromatik and Foboha, a German builder of molds with one or more four-face turning “cubes.” Likewise, Gram Technology of Denmark, supplier of molds with multi-face turning “Spin Stacks,” has cooperated in several projects with Demag Plastics Group. Engel takes a multi-faceted approach: “We either build the mold ourselves or work with partners in North America,” says Kragl. “Since we also build the machines for multi-component molding and have our own automation capabilities, in-mold assembly is a significant area of expertise for us.”
Many roads to IMA
Mold builders have developed a variety of ways to implement IMA. Some approaches use single-face tools with sliding or rotating plates. Others use multiple-parting-line stack molds in traditional linear or newer rotary-table designs.
In many cases, single-face tools use rotating or sliding plates to change cavity configurations between shots. Both single-face and stack molds gain added versatility with one or more turning center turrets, each of which can have four faces to perform different functions. And many applications utilize a robot or similar device to transfer parts between cavities or even between machines.
For example, an IMA approach for single-face molds is the new “transfer molding” concept from mold builder StackTeck. According to general sales manager Jordan Robertson, a handling device on the tool is driven mechanically by the mold movements to transfer the part from one cavity to another. “The robot arm is driven by the stroke position of the center section of the stack,” says Robertson. It uses a spiral device to operate the robot via the motion of the clamp.”
Robotic transfer from one machine to another is utilized in an application from Gram Technology. Two clear polycarbonate shells are molded in two “Spin Stacks” in one machine, and a silicone diaphragm is transferred from a separate machine and inserted in one shell. In one position of the turning stacks, a PC shell’s mating surface is reheated so that the two shells weld together when joined by opposing stacks.
Engel came up with a variant on this technique to produce a two-part faucet strainer from LSR and PBT. The parts are separately molded on a tiebarless machine with an off-center rotary table. A robot assembles the part in the mold by pressing one part against another for a snap-fit.
An older single-face IMA concept comes from JSW, which partnered with Sakamoto Tool and Die Ltd. of Japan to develop the Die Slide Injection (DSI) process. Introduced in 1991, DSI produces hollow parts by molding two separate halves and then bringing them together via sliding plate. Finally the two pieces are bonded with an overmolded seal. According to Robert Columbus, general manager of JSW’s Chicago Technical Center, two such systems are in use in Asia.
Turning cubes and stacks
Ferromatik Milacron and Foboha teamed up to supply turnkey systems for high-volume, two-component IMA. The two firms demonstrated the system at last year’s NPE show in an application that combined two-color molding and a snap-fit in the mold. The four faces of Foboha’s TwinCube mold allow stations for printing, labeling, and unscrewing functions, notes Lisa Mauro, U.S. sales engineer for Foboha. “Our tools use additional motion in the tool for the mold action (such as snap fit), so it does not rely on the molding machine,” she points out.
The first U.S. customer for the Milacron/Foboha system is Stull Technologies, Somerset, N.J., which will produce stock closures with a label insert and snap-fit assembly. Jason Stull, senior director of marketing, says the system will produce the two-part PP “disk-top dispensing caps” on a 275-ton K-Tec machine with a 48-cavity TwinCube rotary-turntable stack mold.
Stull says the system will help increase its capacity to hundreds of millions of caps per year while keeping piece prices low enough to hold off foreign competition. The system will run next to a conventional line producing similar parts, but the company expects to use half the labor and 30% less floorspace while gaining higher productivity and more consistent quality. (Stull expects a Cpk of 1.3.)
Gram Technology offers its rotary Spin Stack molds with four indexing core sets positioned between the stationary and moving platens. Each core set can have four faces and turn in 90° increments. Company president Jes Gram says its first major IMA test project was for production of roll-on deodorant balls. “Billions of these units are produced globally, and they are usually made by molding two half shells and then combining them in a welding process,” he says. The balls are normally thick-walled to withstand the welding step, and the final shape has to be precisely accurate so it will roll smoothly in the deodorant dispenser and not snag hairs. With the Gram tool, the halves of the ball are joined in the mold.
KTW, an Austrian builder of high-cavitation cap and closure tools for personal-care and consumer markets, is using Gram’s rotary Spin Stack technology to produce a cap and spout assembly for edible oil containers. The parts comprise a threaded spout with a tamper-evident pull tab and a cap, says Claus Ziegler, KTW’s general manager. “You cannot assemble a cap and spout with the tamper-evident tab using overmolding. This is only possible with in-mold assembly.” In separate tools, it would take 8 to 9 sec to mold the base and 4 to 5 sec to mold the cap. KTW’s tool molds the entire structure in 8 to 9 sec on a 16-cavity pilot tool. The production mold will have 48 or 64 cavities.
A new factor in tooling with rotary turrets is Electroform. It introduced its patent-pending approach at last year’s NPE show in Chicago. It combined two-shot molding, in-mold film decorating, and IMA to mold and snap together the top and bottom and four wheels of an ABS toy race car (shown on the cover of this issue). The proprietary single-face tool design uses twin rotating turrets with no additional automation. Since the show, the cycle time has been optimized from 22 sec to 15 sec.
MGS Mfg. Group, which is both a molder and toolmaker, has produced a number of IMA parts, including an adjusting strap for safety-related product that involves a snap-fit. The part features a non-removable locking nut. The process replaces four or five machines and numerous downstream devices.
Sophisticated overmolding
“One of the best features of in-mold assembly is to be able to join the components to make a moveable part that does not come apart,” says John Berg, marketing director at MGS. A growing number of firms have devised ways to mold mechanically interlocking hinges and joints using dissimilar materials that will not bond to each other, so that mating parts can move freely. This is the very opposite of typical overmolding, in which the goal is to get different materials to adhere to each other. In this case, the whole point is to shoot one material against another and not have them stick.
The original idea for this approach to IMA is generally credited to moldmaker Fickenscher GmbH in Selb, Germany. In the 1980s it developed the tooling and process using dissimilar polymers to mold fully assembled parts with moving features, says Jack Elder, president of Multiject, a supplier of IMA tooling.
Elder took an exclusive license for the Fickenscher technology for North America in 1995 and was the first company to bring it to the U.S. He builds and sells tooling for the Fickenscher process and uses it (and other multi-shot techniques) at his own molding company, Innatech, in Richmond, Ind.
The process, which uses a special lift-and-turn core system, is said to be widely established in Europe for automotive, toy, and electronics applications. Two of the most recognizable uses are the production of a toy monkey with moving arms, legs, and head (made for PlayMobil); and three-component automotive HVAC louvers. Innatech produces one such louver with the blades in PBT, a connecting rod of ABS, and the housing in PP (see photo above). “It’s a fairly complex part, but one that still costs less to make than the original part did with post-mold assembly,” Elder says.
MGS has used the multi-material approach to mold a medical valve with a turning center section (see photo above). The three-piece in-mold assembly is made of PC, PP, and TPV.
Engel produced a four-piece automotive electrical-switch assembly in which three parts made of different resins move relative to each other. All four parts are molded simultaneously in a single mold from nylon and two grades of acetal. The single-face mold has three rows of four, four, and eight cavities. A robot transfers parts from one cavity to another, where the resins shrink against one another. “Instead of using three molds and machines and several downstream assembly lines, we produced four fully assembled parts in a 38-sec cycle on a single 120-ton press,” Kragl recalls.
Engel also used this multi-material approach to produce a medical valve of PC and HDPE. The latter was produced in 4 + 4 cavities on a 100-ton press with a rotary table. The different materials shrink onto each other for a perfect fit and tight seal, says Kragl.
Another Engel example is an electrical box cover of glass-filled PP with molded-in nylon 6 screws. “The screws were locked into the box so they could turn but not fall out and be lost,” Kragl notes. The part is produced in a 2 + 2 cavity tool with a 25-sec cycle.
One of Engel’s first IMA applications of this type was a baby pacifier (photo above) that featured an integrated ring and mouth plate of nylon and PP. Government safety regulations required that the pieces not separate, so Engel went to IMA. “We use dissimilar materials that do not bond, so you would have to break the parts to separate them,” Kragl notes.
Another variant of this approach produces assemblies of parts that move freely relative to one another but are overmolded of multiple shots of the same material. One obvious benefit is that it can be performed on a standard single-barrel machine. Introduced in 1995, this process from Ferromatik Milacron is called the “Ice Cold Trick.” As the name suggests, the key to making a single material incompatible with itself is using extreme cooling to prevent the two shots from welding together by molecular interpenetration at the interface.
“The first shot is cooled much more than a typical molding,” says Ferromatik’s Hare. The mold temperature is near the freezing point of water or even lower—as cold as 23 F—using a small refrigeration unit and cooling inserts in the tool. “The material has to be crystalline like nylon, and it also needs to be heavily filled so that the first shot resists shrinkage,” adds Hare. The process has been used to produce an interlocking hinge.
Aspects of the cooling “trick” are also used by other IMA vendors. Both Gram Technology and Foboha have used the extra cooling time afforded by their multi-face turning stacks and cubes to keep overmolded parts from sticking. An example is the twocomponent medical valve with a sliding internal part, shown on p. 61, which was molded on a Gram Spin Stack tool. Gram also supplied a 24 + 24 cavity mold to produce screw caps and spouts for a gable-top juice carton. The LDPE threaded spouts are molded inside the PP-copolymer caps. Because the caps are cooled for an extra cycle, and the melt temperature of LDPE is lower than that of PP, the two parts unscrew easily. The system operates in an 8-sec cycle, including the time to unscrew the cores after the first shot.
Examples of in-mold assembly:
- Louver of PBT, ABS, and PP by Innatech.
- Medical valve of PC, PP, and TPV by MGS Mfg.
- Flip-top juice dispenser of PP and PE by Gram Technology.
- PP disk-top dispenser from Ferromatik Milacron.
- Cross valve with sliding center of PP and PE from Gram Technology.
- PP push-top dispenser cap for personal care products from Ferromatik Milacron.
















Related Content

IPEX Opens Injection Molding Facility in North Carolina
The pipe and fittings manufacturer’s new 200,000-square-foot facility represents a $200 million investment and will create 150 jobs.
Read More
Injection Compression Molding as Alternative to Thermoforming
Arburg will show its all-electric Allrounder 720 A press utilizing injection compression molding to create thin-wall IML cups from PP.
Read More
Compact Hybrid Injection Molding Machine Launched
Sumitomo Heavy Industries Ltd. (SHI) has introduced the iM18E, promising the smallest footprint in 20-ton machines.
Read More
50 Years...600 Issues...and Still Counting
Matt Naitove marks his first half-century in plastics reporting, with a few of his favorite headlines.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More