
In-Mold Labeling Catching on in North America
Already a familiar sight on European store shelves, the eye-catching appeal of "IML" is gaining traction among North American injection molders. The latest tooling and automation designs can handle the higher volumes needed here.
Automation supplier Hekuma and machine maker Husky have partnered to offer turnkey IML systems for high-speed thin-wall packaging. Hekuma’s robot inserts the label while Husky’s swing chutes take away the molded part, all in a 3.2-sec cycle.

PP in-mold labels range from flat panels to eight-sided wraparounds and are getting thinner all the time. (Photo: Spies Kunststoffe)
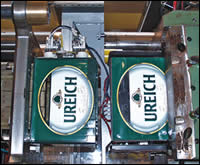
At K 2004, Milacron molded a two-component chewing-tobacco spittoon with adhesive labels applied in the mold. Each face of the new Foboha Twin-Cube dual rotating stack system has 16 cavities.
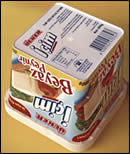
Five-sided labels pose a choice of injecting through the bottom of the label—as shown here (molded by Spies)—or spending more on tooling to inject inside the part.
Durable goods are also getting an IML makeover. Returnable beer crates, which undergo 300 wash cycles, are one application in Europe. Longer molding times allow label and parts handling with top-entry robots, like this Wittmann model.

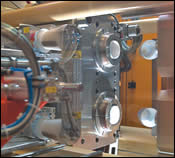
Automation decisions for IML involve the type of robot, end-of-arm-tooling, label holding (mechanical, vacuum, or electrostatic), downstream equipment, and vision systems. (Photo: StackTeck)
Pressure-sensitive and glued-on labels, shrink-sleeve labels, pad and offset printing, heat-transfer foils and decals—all are conventional methods of decorating injection molded products. All of them involve secondary operations. And all are now being challenged by a one-step approach that yields a fully labeled part directly from the tool.
In-mold labeling, or IML, allows molders to produce parts with a "no-label" look and a graphic quality that is unattainable with some post-decorating methods. Photographs, crisp illustrations, and even three-dimensional images can be designed into a label that becomes an integral part of the product, rather than resting on the outside of the part. The label thereby takes on structural as well as decorative value, allowing lightweighting of the package by as much as 10% to 15% while adding sidewall strength.



IML design now ranges from flat lids in all shapes to 360° wrap-around labels and IML that covers three, four, five, and even eight sides of a product that can be rectangular, round, square with rounded corners, or have wavy sides. In one variant of the technology, the "label" is a printed piece of stiff cardboard that needs only a plastic rim molded around it to become a complete lid.
Europe in the lead
IML's strongest supporters have been European molders, moldmakers, and automation suppliers who have accumulated at least two decades' worth of expertise. An estimated 85% to 95% of food-packaging applications in Europe today use IML, and it is also used on some durable goods, such as returnable beer crates. Cutting-edge applications include a two-compartment yogurt container featuring a wrap-around label for each compartment, and a 3D lenticular-film label on a cup made as a special promotion for McDonalds featuring characters from Walt Disney. (Both are pictured on the front cover.)
One of the biggest IML molders is Spies Kunststoffe in Melle-Gesmold, Germany. The firm has 70 machines (mostly from Netstal Machinery) producing a wide array of IML food packaging, from lids to eight-sided containers and new "wavy" containers. Spies molds the un usual two-compartment yogurt cup with two wrap-around la bels. Three U.S. molders have visited Spies to gain insight into how to gear up for IML, says CEO Michael Spies.
In North America, IML has been used for some time on a limited scale for durable goods such as toys. A more recent—and potentially much larger—phenomenon is the expansion of IML in injection molded packaging. (It's already overwhelmingly dominant here in blow molded bottles). Penetration of IML into injection molded food packaging here is said to be less than 5%, but it is picking up momentum. IML development is focused on ice-cream containers, stadium cups, popcorn tubs, butter containers, salad lids, and non-food packaging for personal-care products such as baby wipes and garden, laundry, and household-cleaning products. Molders cite commercial and developmental projects with Procter & Gamble, General Foods, Nestle, Folgers, Kimberly-Clark, Kirk land/Costco, Kroger, the National Football League, and Nascar.
Several U.S. molders are staking their claim to IML expertise. Precise Technology is producing the Pampers Baby Wipes container (see front cover), using a three-sided in-mold label at its Bridgeport, N.J., plant (the only one of its 13 U.S. plants currently using IML).
Plastic Enterprises, Lee's Summit, Mo., uses a high-cavitation stack mold to put paper labels into a two-component ice cream lid. The proprietary system handles hundreds of different label inserts and 10 to 12 different resin colors. IML product sales are "insignificant" this year, says sales and marketing v.p. Greg Peters, but the company has plans to install one or two new IML molding cells next year, which could generate as much as 10% of the firm's revenue.
North American IML Containers in St. Placide, Que., is producing several IML packages, including the lid and container for a Land O' Lakes butter tub (also on the front cover). The project, already commercial for about two years, is running on two 2 x 6 stack molds, one for the container and one for the lid.
Technimark in Asheboro, N.C., is producing stadium cups with 3D (lenticular) film inserts for the NFL. Several smaller or proprietary IML programs are in development or commercial with molders such as Berry Plastics, Streetsboro, Ohio; Nypro, Clinton, Mass.; and IPL, St. Damien, Que.
In durable goods, Mega Bloks Inc. in Montreal is producing toys with IML decorations and is eyeing more growth, says Ronald Kutos, engineering project coordinator. Jokey Plastik Wipperfurth GmbH of Wipperfurth, Germany, a leading molder of IML buckets, is planning to open a technical center in Toronto early next year to establish a presence in North America.
The primary reason that North America is so far behind Europe in exploiting IML is the disparity in market volumes. IML in Europe runs primarily in low-cavitation molds de signed to produce a few million units a year. "A typical IML application in Europe is run on a single-face mold with four cavities or a dual-face mold with four cavities," says Kurt Knoepfler, director of sales and marketing for German automation supplier Hekuma.
Adds Michael Spies, "We process 550 million labels a year, but my impression is that that kind of volume is nothing in the U.S."
"Entry into the European market may require 30 million units, accomplished with a few small machines, while in North America it may take 90 million or more," says Jordan Robertson, general sales manager for StackTeck, a moldmaker and turnkey IML system supplier.
Molders serving big U.S. food packagers were unwilling to adopt the low-cavitation systems used in Europe, and their clients weren't willing to invest in high-cavitation tooling to test-market IML. Molders, in turn, were hesitant to invest in IML capabilities without long-term commitments.
There was perhaps good reason to be cautious about jumping into high-volume IML molding of thin-wall packaging. The know-how had not been developed. Precision, repeatability, and reliability—factors vital to success—were lacking in the automation, tooling, and other related equipment for high-volume IML just a few years ago. "In the past, U.S. molders had multiple failures trying to implement IML technology due to poor label quality and limitations of the automation systems," says Joe Hirtzer, president of Global Packaging International, a packaging consultant in Palatine, Ill.
An IML molding cell may cost a molder up 15% more than a conventional molding system. Even a two- or four-cavity IML packaging cell could cost $120,000 to $155,000. These systems are designed for fast cycles: Four-cavity systems in production typically hold cycle times of around 5.2 to 5.4 sec but can be even faster.
The ripening of the North American market for IML packaging is both a result of and catalyst for technological advances. European equipment suppliers are developing high-cavitation systems for the North American market, including multi-level stack systems. At the same time, North American automation manufacturers and moldmakers have gained more insight and expertise regarding IML. And though most IML molders get their labels from European suppliers, U.S. label makers are starting to take the initiative.
Prime players
Automation suppliers with IML experience include U.S. firms such as Automated Assemblies and idesign, plus a larger number of European OEMs like Beck Automation, G-Mat Ltd., Hek uma, Ilsemann, SAS, Witt mann, Machines Pages (a strategic partner of StackTeck), H. Muller-Fabrique de Moules, and Krauss-Maffei's recently ac quired Neureder robotics unit. StackTeck and Machines Pages say they have over 300 systems in the field, while Hekuma claims around 270, and Beck Automation and Ilsemann each installed a few hundred systems as well. The vast majority are in Europe with only a handful in the U.S. and Asia.
Moldmakers producing tools for higher-cavitation applications include Axxicon, Foboha, Fostag, Glaroform, Otto Hofstetter, Manner, Schottli, and StackTeck. They point out many issues to consider in tool design: label transfer to the mold, how to keep the label in position in the tool, placement of the label on the core or cavity side, and gate placement.
Injection presses for IML have to meet certain performance criteria. They must meet the high injection speed and pressure requirements for thin-wall molding without damaging or displacing the thin label in the mold. In addition, precisely repeatable clamp positioning is important to repeatable label insertion by robotic auxiliaries. Transfer of the label from the robot into the tool has to be accurate to about 0.4 mm.
Tooling know-how
Up to now, the largest molds built for IML had 32 cavities—both a 2 x 16 stack mold and a 32-cavity single-face mold. But those are for flat lids. The highest cavitation for containers has been 2 x 8.
At the recent K 2004 show in Dusseldorf, a dual turn-stack system dubbed "Twin-Cube" was shown in Milacron's booth producing a shallow, two-component part that was labeled in the mold. The cube system, produced by Foboha and demonstrated on Milacron's K-Tek machine, had two four-sided indexing center stacks, and each mold face had 16 cavities. This system added a new twist to IML because the labels were self-adhesive type, robotically affixed to the parts after molding instead of being placed in the cavity before injection. The four-face cubes provided an opportunity to add the labels when the mold face holding the parts turned to the side.
IML can have a profound effect on mold gating and venting, and it can require special features in the tool to inhibit label movement.
With a typical flat label, the show surface is against the cooling surface of the cavity and the mold is gated on the core or non-surface side of the part. "Valve gates reduce localized heat that can visually damage the label," says Matthew Brett, Husky's product manager for IML. "All lids and three- or five-sided containers should use inside valve-gates opposite the label."
For a wrap-around label, moldmakers must build in a "foot" or level on the cavity side that holds the label in place during injection (also from the cavity side). The foot is less than 0.5 mm wide around the cavity and holds the label against the mold surface to prevent melt from getting under the label. A rim on the bottom of the part is also said to be a "must" in order to keep the label from being dislodged by the melt flow from the bottom of the cup.
"Special cooling features should be incorporated in the mold, especially in the area opposite the gate. By cooling the label locally, ‘washing out' of the label can be avoided," advises StackTeck's Robertson.
When a part with a bottom label is gated from the cavity side where the label is placed, the gate actually punches through the label on the bottom. That leaves a gate mark on the bottom of the label, and a special impression or "dome" at the gate is needed for label centering.
Wrap-around and three- or five-sided labels can also be gated from the core side, since labels of this type can be positioned on the core before molding. "When a part with a three- or five-sided label is gated on the inside it results in an uninterrupted surface decoration on the bottom, with no gate mark on the outside of the part," says Netstal key accounts manager Michael Sansoucy. "The disadvantage is that the injection and ejection components are on the same side of the mold, which can increase cooling time by 0.5 sec and make mold costs up to 15% higher. It also makes multi-stage stripping of the part difficult, especially for tamper-evident containers."
Automation considerations
IML generally uses individual pre-cut labels (95% of the time PP) that fit into a magazine, rather than labels fed from a continuous roll. Molders and equipment suppliers stress that accurate die-cutting is critical. Improperly formed and cut labels can be the source of numerous headaches ranging from double-picking to misalignment of the label in the mold, panel bulge, crazing or "alligator skin," curling, and rippling, says Ron Schultz, president of RBS Technologies, a packaging consultant in Scottsdale, Ariz.
Labels are becoming steadily thinner. The standard gauge has been 75 microns, but that is now moving toward 50 microns. "Lower gauge means a lower-cost label, but it makes handling more critical," says Norton Kaplan, director of product marketing at Automated Assemblies.
Speed and precision are the main requirements for an IML automation system. The system must transfer labels into the mold, ensure proper label registration, and perhaps remove parts and sprues after molding. Additional functions can include preforming the label (as in wrap-around applications) and electrostatically charging the label so it sticks in the mold. Many IML systems have two robots: The demolding robot hands off the piece to another robot for downstream operations.
"The molder will likely incur a cycle-time penalty from 0.5 to 0.75 sec for label insertion and part take-out," says Netstal's Sansoucy. StackTeck's Robertson says the extra mold-open time can range from as little as 0.4 sec for lids to 0.7 sec for tall containers.
In order to minimize mold-open time, automation suppliers often recommend a servo-driven side-entry robot. "A top-entry robot or a six-axis articulated-arm robot will take more time to get in and out of the mold," says Walter Klaus, director of engineering for Wittmann.
"There is no one solution for all IML applications because speed, payload, the molding machine, mold configuration, secondary operations, and materials all influence the automation choices," cautions Kaplan of Automated Assemblies. He and other suppliers offer some general guidelines:
- High-speed, two-plate and stack molds may require a side-entry robot, while a medium-speed job with heavy or complex end-of-arm tooling may be suited to a top-entry robot. Long cycle times with secondary operations, such as those seen with durable goods, may be handled with a six-axis articulated robot.
- Movement of the robot into and out of the mold should have absolute positioning accuracy. Hence, a servo drive on the main transport axis is preferred.
- Placement registration for a label in a packaging application is ±0.4 mm, while for durable goods it is ±0.2 mm.
- Low-vibration movements are critical for the operation of the robot. Suppliers such as Beck, Hekuma, and StackTeck say the stability of their automation systems allows users to place a label on one side of the mold and pull a part from the other simultaneously. Others advise placing the labels first and pulling parts afterward to reduce label registration errors. There are also conflicting opinions as to whether mounting the robot on the machine or separately is better for registration accuracy.
- If the label is to be shaped, automation manufacturers design systems that preform the flat label prior to handling by the robot, or the end-of-arm tooling (EOAT) itself can be used to shape the label. Wrap-around labels are generally shaped by a rotating "dummy core" or mandrel on the EOAT that mimics the dimensions of the mold core or cavity. In the special case of the two-part yogurt cup (see cover) molded by Spies, one rotating dummy core is retracted while the other is wrapped, then the retracted core extends to receive its own label.
- Vacuum is typically used to pick up flat or preformed labels before entering the mold. The vacuum lines are incorporated into the EAOT.
- Label magazines can be spring loaded so as to push the labels up as they are plucked by the EOAT or pulled by the robot from the bottom of the magazine. In either case, it is important to keep the label-picking position constant for the sake of repeatability. Label magazines should also be configured for fast changeovers.
- Vacuum typically holds labels on the EOAT, but holding labels in the mold is another story. Vacuum ports in the mold add cost, require maintenance, and can dimple the surface of the label. A mechanical solution is incorporation of locator pins in the tool. Many molders electrostatically charge the label before placement in the mold. Charging can be incorporated into the EOAT or a separate device that the label passes on its way to the mold (see Learn More box). For static charging to work, the mold must be grounded and the label cannot use conductive inks, coatings, or foils. "The charge has to be enough so that label doesn't move during injection," says Scott Shelton, North American sales manager for Simco Industrial Static Control. But he cautions against overcharging the label, which can cause it to become polarized positive on one side and negative on the other. "This may cause the label not to stick when it enters the mold," says Shelton. High humidity can also defeat effective charging, he warns. Simco, TAKK Industries, and Meech are the main providers of electrostatic charging systems for IML.
- Vision systems are sometimes used for IML to monitor label handling and placement, graphic quality of the label, or final part quality.
















Related Content

Word Games: What’s a ‘Hybrid’?
Any molder will tell you there’s a difference in working with electric vs. hydraulic drives. Servohydraulic is still hydraulic; a hybrid machine is something different. Imprecise use of terms causes needless confusion.
Read MoreMachine Series Debuts for Chen Hsong
Chen Hsong has three injection molding machines in its booth, including 2-platen, hybrid and a next-generation line with improved platen and toggle design.
Read More
Custom Injection Molder Plugs into All Electric Machines
Formerly a showroom for early-aughts-era Van Dorn hydraulics, the newest additions to Drummond Industries’ transforming fleet are all-electric Niigata injection molding machines.
Read More
Next-Generation All-Electric and Vertical Injection Molding Machines
Sodick Plustech’s VR-G and MS-G2 Series both utilize the company’s proprietary V-Line technology, separating plasticizing and injection functions, and have upgraded displays, energy efficiency, response time and more.
Read MoreRead Next

In-Mold Labeling: Electrostatics Are the Way to Go
Applying a static charge to hold the label in the injection mold eliminates the need for vacuum ports that addsignificantly to the cost of making and maintaining the tool.
Read More
In-Mold Labeling: Electrostatics Are the Way to Go
Applying a static charge to hold the label in the injection mold eliminates the need for vacuum ports that addsignificantly to the cost of making and maintaining the tool.
Read More