
K 2004 News Preview: Extrusion
At K 2004, at least a half-dozen European machine builders will show new direct-drive extruders running gearless—or nearly gearless—drives with substantially higher rpm and output rates than conventional extruders of the same size.




Reifenhauser will demonstrate the world’s first blown film line using high-speed, synchronous permanent-magnet motors.
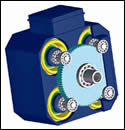
Knoedler’s powerful four-motor drive is being used on a number of new extruders from different suppliers. (Photo: Henschel America)
Cincinnati Extrusion's new Proton extruder mounts a permanent magnet motor with a single gear, allowing a smaller motor to be used.

Krauss-Maffei will show a new medium-range profile extruder, called XS, running with new Windows-based controls. The extruders and controls will be introduced here at NPE 2006.

Troester’s new Rotospeed PXS 45-mm diameter extruder runs on a four-motor direct drive at up to 800 rpm, doubling output vs. conventional geared extruders.

esde Maschinentechnik, a builder of extruders for wire, cable and small profiles, applied a synchronousmotor to its ESE1-0-28 extruder,which runs at 445 rpm.

Battenfeld Extrusiontechnik’s new WinBEX downstream calibration, cooling, cutting, and handling equipment comes in prewired modules with short lead times.
At K 2004, at least a half-dozen European machine builders will show new direct-drive extruders running gearless—or nearly gearless—drives with substantially higher rpm and output rates than conventional extruders of the same size. Direct-drive extruders also require less energy and maintenance and are eerily silent in operation.
Extruders shown with direct drives will employ several motor configurations, primarily the rapidly evolving rare-earth permanent-magnet synchronous motors, which first appeared on a prototype extruder only three years ago. The first users are finding energy savings of 10% to 20% versus the same size extruder with gears. At this year’s show, you’ll see synchronous motors in blown and cast film, as well as in other processes. (These drives are also likely to appear at the show on downstream rewinders, injection and blow molding machines, and at least one granulator.)


Also featured are new extruders that harness four motors in a single drive mounted directly on the shaft. And a few direct-drive configurations simply couple a conventional asynchronous AC motor directly to a small screw.
Other extrusion news at K includes a new hybrid blown film die and a couple of new winders. In pipe and profile equipment, several machine makers have standardized extruders and downstream modules to reduce cost and installation time. And a new planetary extruder is being adapted for wood composites.
Run silent, run cheap
Reifenhauser’s patent on direct drives for extruders has prompted a lot of R&D by competitors to work around the patent. Reifenhauser’s patent covers a doughnut-shaped, permanent-magnet synchronous motor with the screw mounted in the middle. Patents aren’t an issue for multiple-motor extruder drives, which date back to the 1980s when Bausano in Italy began using them.
Permanent-magnet synchronous motors are running trials and even some production of pipe, blown film, and cast film. These drives so far are limited to smaller extruders of up to 80 mm diam., but bigger sizes and torque capacity are in the works. The leaders in developing these motors for extrusion are Sie mens AG’s Auto mation and Drive Dept. in Cologne, Germany (which supplies Reifenhauser), and Oswald Elektromotoren GmbH in Miltenberg, Germany, which builds similar cylindrical motors with a hollow core.
At the K show, Reifenhauser will run a three-layer blown film line with REItorque motors on all three extruders—the world’s first demonstration of this type of motor for blown film. (Reifenhauser’s first REItorque installation in 2003 was on a pipe line.) Earlier this year, Reifenhauser delivered the first REItorque blown film line to a beta test site in Germany, where it’s running heavy-duty polyethylene sacks. The three-layer coex production line has three 70-mm diam. screws and makes film with a 1-meter layflat. The line at K will have two 60-mm extruders and one 80-mm and will make film with 1.7-meter layflat.
Cincinnati Extrusion in Austria (a unit of SMS Group) will introduce its single-screw Proton 60-30G extruder with a G-Torq permanent-magnet motor from Oswald. The drive isn’t gearless but uses a single reduction gear and is mounted at a 90° angle beneath the screw shaft. The 1:4 gear reduction allows use of a much shorter motor than Reifenhauser’s, and it needs only 25% as much torque for the same speed, Cincinnati says. (Incidentally, Cincinnati Extrusion plans to open a U.S. sales office in the Cincinnati area next January, upon the expiration of the non-compete agreement with its former parent, Milacron Inc.)
A small German machine builder, esde Maschinentechnik GmbH, plans to run a two-layer cast film line at the show with Oswald’s TF synchronous motors on both extruders. It uses up to 500 Nm of torque and is directly coupled to the shaft of a 25-mm coextruder, model ESE 1-25-18, with a screw speed of 1150 rpm. The main extruder will be either a 50-mm ESE 1-50-3N with 2100 Nm torque or a 70-mm model with 4000 Nm of torque. For extruders larger than 70 mm, esde says permanent-magnet motors are too bulky and expensive.
Kuhne GmbH will show a 70-mm single-screw extruder with Oswald’s TF motor connected directly to the screw. It runs with 4000 Nm of torque at up to 700 rpm.
Direct drives with multiple motors will be another novel attraction at the show. Battenfeld Extrusionstechnik (represented here by American Maplan) will show a new gearless direct-drive extruder, model BEX 1-90-30 D, with a compact, four-motor CMG drive built by K. & A. Knoedler GmbH in Ostfildern, Germany. With this drive, the 90-mm-diam. extruder produces 1650 lb/hr of polyolefin or 1870 lb/hr of PVC, about 25% more than a conventional extruder of the same size. Battenfeld has also equipped a 45-mm extruder with a 50-hp CMG drive and a 60-mm model with an 115-hp CMG drive.
Knoedler’s CMG drive consists of four three-phase AC motors that transmit power via a pinion shaft to a central gear with a hollow shaft and thrust bearing. The hollow shaft connects directly to the screw shaft. This arrangement saves 50% of the space and up to 30% of the cost of a conventional AC motor and gears. An 85-hp CMG 30 drive for an 80-mm single-screw extruder measures only 18 x 18 x 22 in.
Battenfeld has installed more than 20 gearless BEX extruders in Europe after only eight months on the market. Sizes range from 1 in. with a 5-hp motor and 500 Nm of torque up to an 8-in. extruder with up to 330 hp and 3000 Nm.
Troester in Germany will show its new Rotospeed PXS extruder for wire and cable, which also uses Knoedler’s four-motor CMG drive. It is available in sizes of 30 to 75 mm diam., all with 25:1 L/D. Troester plans to show the 45-mm at K. It can achieve 800 rpm and produce the same output as a 60- to 80-mm conventional extruder at 180 rpm.
Davis-Standard and Kuhne also both plan to show extruders with a Knoedler CMG four-motor drive.
Knoedler (represented here by Henschel America) says it is designing a four-motor drive for a 12-in. extruder with up to 50,000 Nm of torque, which should be ready in three months.
Extruders will also be introduced at K that achieve higher speeds, lower torque, and higher output by more conventional means. Maillefer SA in Switzerland (represented here by Cable and Tubing Solutions) will show a new high-speed MEH model with an AC motor. It runs at up to 240 rpm instead of 160 rpm for a typical single-screw extruder. The 60-mm, 30:1 unit has barrel grooves modified for higher speeds.
Davis-Standard will introduce a compact 3.5-in. extruder with a high-torque motor from Siemens. The variable-speed motor runs with 7000 Nm of torque at 200 to 300 rpm and is directly coupled to the drive shaft.
Plastimac SpA in Italy (distributed here by American Jet Stream) will show 35-mm and 40-mm extruders with AC motors directly coupled to the screw for higher speeds and throughput. Both have bimetallic barrels to withstand the higher rotation speeds.
New for blown film
Addex Inc. will introduce an extruder with a choice of grooved or smooth feed section, available in 40 to 120-mm diam. Both types of feed sections fit on the same chassis, so they are potentially interchangeable. Addex also just built its first film flattener, which has two S-wraps, one heated and one chilled.
Macro Engineering & Technology Inc. will show a new automatic dual-lip air ring called “D10 Pro,” designed for an 8-in. diam. die. It has segmented air flow, using one valve for every 1.5 in. of circumference.
Hosokawa Alpine will demonstrate the first prototype of a new three-layer die. The K Series die has a new spiral geometry that combines side- and bottom-fed features. It’s fed from the side, but the spirals nest like those in bottom-fed dies. The K series ranges from 10 to 30 in. diam.
Kiefel Extrusion will show a new hauloff for very large bubbles with layflats of up to 3.3 meters.
Windmoeller & Hoelscher will show a new Filmatic S winder, a simpler, less expensive surface winder than W&H has offered before. Customers can upgrade the modular unit in the field by adding gap, reverse, or center assist winding to the basic package.
Battenfeld Gloucester Engineering is building a new back-to-back surface, center, gap, and center/surface winder capable of up to 250 m/min. Layflat can be up to 2.4 m and roll diam. up to 1.2 m. The first unit built will be at the show.
Cast film & sheet
Battenfeld Extrusionstechnik will bring to the show a new planetary extruder with four to eight screws, designed for sheet and calendering of PVC, polyolefins, and urethane dispersions. An eight-screw version is being adapted by American Maplan for extruding wood composites. This unit has a 170-mm central screw and eight 2-in. spindles.
Extrusion Dies Industries will show new specialized coatings for film and sheet dies, including a sharpening technique for tungsten carbide coatings on BOPET dies and a corrosion resistant ceramic coating for use with PVC.
Macro Engineering will show samples of film striped in different colors. It is made on a three-layer cast-film line with a special feedblock.
Battenfeld Gloucester has increased output on its Thermoforming Sheet Line (TSL) by adding two more cooling rolls to the roll stack, for a total of five, each individually cooled with closed-loop temperature control.
Pipe & profile news
In twin-screw extruders, Cincinnati Extrusion has come out with new Argos 72 EA and 90 EA parallel twin-screws for single-strand window profiles. Output capacities are 176 to 484 lb/hr and 308 to 748 lb/hr, respectively. Both have 26:1 L/D and Windows XP controls.
The company’s new Konos conical twin-screw line of four models (38, 50, 63, and 72) can run 44 to 660 lb/hr of profiles and 66 to 1210 lb/hr of pipe—a 20% increase over the previous Titan line. The increase is credited to heavy-duty drives and longer screws.
Also new from Cincinnati Extrusion are Alpha 45 and 60 single-screw profile extruders. They are 3D longer (28:1) than earlier models and have either standard grooved or fine-grooved feed sections. The former is for PP and nylon and the latter for TPEs and TPU.
Several machine makers are introducing new standardized downstream modules for pipe and profile that reduce cost and delivery times. Battenfeld Extrusionstechnik’s new winBEX downstream window profile modules have prewired calibration, cooling, cutting, and handling segments that can be combined for any desired length.
Cincinnati Extrusion will show its Alpha Tubeline, also with new downstream cooling and handling modules for tubing of up to 63 mm diam. It includes new cooling and calibration systems for the company’s Fiberex wood-composite line, which are said to increase output (ten times higher than at the last K) and achieve line speeds up to 3 meters/min.
Krauss-Maffei will show a new, standardized profile extruder, KMD 75 XS/P, running with new Windows-based C5 controls. The new controls will be introduced in the U.S. at NPE 2006. Krauss-Maffei has also lengthened its single-screw profile extruders from 30:1 L/D to 36:1. The added length allows for two degassing zones and increases output, homogeneity, and the amount of filler that can be used.
Maillefer will show patented in-line crosslinking with infrared in place of hot fluid baths or steam.
















Related Content

How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read More
The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read MoreWhy Compression Ratio is Important
Compression ratios have been pretty much standardized over the years, based on what has typically worked before. But there are quite a few variables that must be considered in order to get the optimum performance from your screw.
Read More
Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More