
K 2004 Extrusion: Outputs Rise, Downstream Units Gain Flexibility
The show was packed with new equipment for pipe and profile, including extruders redesigned for higher outputs and/or lower cost, plus new ways to adjust die and calibrator diameters or switch dies and calibrators more quickly.



New "rotating distributor" from the University of Paderborn, Germany, turns slowly at 3 rpm to orient the melt in a blown film or tube die.
Hungarian stretch-film processor DR-Pack offers its unusual IBC apparatus, which blows air tangentially onto the bubble.

Make cleaner food and medical films with Kdesign's patented air-exhaust system, which prevents oily condensation on the bubble cage.

Inoex's vacuum calibration tank uses lattice-like interwoven steel straps to change pipe length and diameter over a 4:1 range

Davis-Standard's new coex cosmetic-tube line uses Knoedler's compact four-motor CMG drives on each of four extruders.
Frankische Rohrwerke's quick-change preassembled pipe die takes 90 min to change and start up, vs. 10 hr for a conventional die.
Topping blown film news at the show were two unusual dies with rotating core elements, said to make tougher film for downgauging. The show was packed with new equipment for pipe and profile, including extruders redesigned for higher outputs and/or lower cost, plus new ways to adjust die and calibrator diameters or switch dies and calibrators more quickly.
Several processors also offered their own technology for sale. In addition, permanent-magnet synchronous torque motors were everywhere in the extrusion exhibits, touted for higher outputs and energy efficiency. (Not covered here are new equipment from Addex, American Maplan, Battenfeld Extrusion, Battenfeld Gloucester, EDI, and Macro Engineering, which appeared in our September show preview. A full report on the new motors appeared in November.)



New drives galore
This K show was the first to see significant numbers of new-generation synchronous torque motors on extruders. For example, BFA Plastic GmbH, a German extruder builder, showed a tiny 30-mm coextruder with a 10-kw Baumuller torque motor that had 1500 Nm of torque and output of 88 lb/hr. BFA offers 30- to 60-mm extruders with gearless torque motors for the same price as extruders of comparable output with conventional AC motors and gearboxes. This year BFA will add a 75-mm extruder with a torque motor as well.
Reifenhauser ran the first blown film demo of such a motor at a show. Its coextrusion set-up had Siemens' Reitorque synchronous torque motors on all three extruders.
Three machine builders showed new extruders with Oswald's TF torque motor: Cincinnati Extrusion GmbH in Austria, which opens a new U.S. office, Cincinnati Extrusion Inc., this month; esde Maschinentechnik GmbH in Germany; and Kuhne GmbH in Germany.
Davis-Standard showed its compact new prototype extruder with a Siemens torque motor. It also showed new extruders with Knoedler's four-motor CMG drives on all four extruders (65- and 32-mm) of a five-layer cosmetic tube line.
Troester GmbH of Germany applied the four-motor CMG direct drive in a creative fashion on a rubber extruder—using only three of the four motors to drive the 90-mm screw and the fourth to power the rubber feed roll.
Blown film news
Two blown film dies sported unusual rotating cores, a technique commonly used in pipe and tubing dies to prevent weld lines, but not in blown film before now. DR-Pack II Co. Ltd., a stretch-film processor from Hungary, showed a novel stationary die with a rotating core, developed in-house and used for three years to make 6- to 7-micron monolayer stretch film. The core of the die rotates in contact with the melt surface, orienting it and making thinner film with 10% better elongation at break and modestly better tear properties, says DR-Pack, which offers the technology for sale.
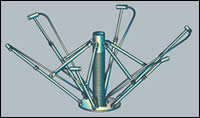
DR-Pack also developed an adjustable IBC system, which opens like an umbrella with air coming out the spokes tangentially onto the inside of the bubble. The air ring outside the bubble blows tangentially in the opposite direction, keeping the bubble more stable than a conventional air ring and IBC, DR-Pack says.
The second revolving die element at the show was a "rotating distributor" developed by the University of Paderborn in Germany. This is a slowly turning disk driven by the melt at only about 3 rpm, just enough to put a slight orientation into the melt and prevent weld lines. It has been scaled up to 100-mm diam. for extruding 160 lb/hr of blown film in tests in the University's lab last year. It will also be tested for pipe extrusion.
Melt enters the center of the die and flows through six or eight melt channels onto a whorl of diagonally slanted ribs on the disk, turning it slowly. Melt then flows over the rim of the disk past similar ribs on the back side. Development of the die was supported by a team that included Reifenhauser and Windmoeller & Hoelscher.
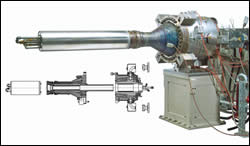
Another novel technology from the University of Paderborn is its "intensive plastifier" extruder, called Fimex. This very short-barreled extruder has spiral barrel grooves whose direction opposes that of the screw flights. The screw turns at high speed (700 rpm), melting material very rapidly and efficiently without heater bands. It was introduced as a prototype at K 2001 and has now been commercialized to make foamed loosefill packaging directly from coarsely ground corn. The plastifier melts the 2- to 3-mm corn particles, which foam when their internal moisture turns to steam. The University has also run trials with conventional pellets of PE, PP, PS, and nylon.
The plastifier is now built commercially under the Fimex name by Emendo-Tec GmbH, a German technology incubator company spun off from the University. It has sold three Fimex units, which come in three sizes: 80 mm with 1.5:1 L/D; 100 mm, 1.5:1; and 100 mm, 4:1.
Another extrusion processor at K was offering its own blown film equipment. KWH Pipe Ltd., Technology in Finland three years ago bought a share in Extron Engineering Ltd., a Finnish builder of blown film lines for up to 10-layer coextrusion. KWH-Extron extruders come in 18 to 150 mm diam. with closed-loop computer controls and real-time data collection, gravimetric feeders, side-fed pancake dies, adjustable no-stick bubble cage, and center winders. KWH-Extron also offers pipe extrusion lines and, most recently, injection molds for pipe fittings.
Hosokawa Alpine ran a barrier screw with a new intensive mixing section designed for low shear and low melt temperatures. It's approximately 1.5 diameters long with cross-holes in the spiral flight.
Four makers of blown film equipment demonstrated in-line gel inspection for the first time at a show. Alpine, Reifenhauser, Macchi, and CMG Costruzioni Meccaniche Gallia SrL all ran CCD-camera inspection systems from Erhardt + Leimer GmbH. The E&L Surface Inspection Camera is a new-generation, 4096-pixel unit capable of detecting gels as small as 0.15 mm.
Kdesign GmbH of Germany showed the prototype of a new bubble cage with silicone-coated rollers on bearings. It is said to leave no marks on film. Kdesign also showed an exhaust system that draws air out of the cage with suction nozzles to prevent oily condensation of polymer vapors. Retrofittable on existing bubble cages (its own or different brands), it can either vent the air or filter it. Three test systems have been running in production for a year, producing films for food and medical packaging.
Kdesign also showed a retrofittable frost-line control system that measures bubble temperature with an infrared sensor and automatically corrects air-ring blowers if the frost line drifts between day and night operation.
In blown film winders, W&H showed its new Filmatic S model for the first time. This modular design can be upgraded in the field from a simple surface winder to allow gap, center-assist, and reverse winding.
For cast film and sheet
Breyer GmbH Maschinenfabrik in Germany showed a novel three-layer die that can adjust cast film thickness over a range of 50 to 200 microns without a restrictor bar. Instead, it changes the temperature of the die lips by up to 68° F. This approach was developed for 5-mm, coextruded acrylic film in flat-screen displays.
Kiefel Extrusion GmbH in Germany introduced a cut-off for film winders that has a diamond-shaped knife on a continuous belt. It cuts diagonally across the web in two directions, following a groove in the contact roll.
In foam extrusion, Berstorff GmbH in Germany built a prototype of a short, twin-screw extruder with a downstream melt cooler for low throughput ranges of up to 440 lb/hr.
Quick-change artists
Adjustable diameter technologies topped pipe extrusion news. Inoex GmbH in Germany introduced what it says is the first fully adjustable calibrator that can make HDPE pipe in all wall thicknesses and pressure classes. It allows pipe OD to be doubled or halved from the nominal starting point, over a total adjustment range from 16 to 400 mm.
The calibration sleeve resembles a lattice of interwoven steel straps, the ends of which travel in spiral tracks, allowing it to tighten and expand as the length is adjusted by up to 300 mm. The calibration chamber is connected to the die head under vacuum. Water is contained in the vacuum tank by surrounding the pipe at the open end with an air-filled bladder, which also adjusts for different pipe diameters.
Rival A/S in Denmark showed a new small size of its adjustable pipe calibrator for diameters from 16 to 32 mm. It uses the same technology as its larger calibrators, tightening circular bands like cinching a series of belts. The maximum adjustment is 5%, enough to tune one pipe size for different resins and shrinkage. The entire apparatus is mounted in a water bath for cooling because small tubing runs at high line speeds, generating frictional heat. A pre-lubrication ring is also required to minimize friction.
Frankische Rohrwerke in Germany showed a new means of quickly changing tubing dies for double-walled corrugated pipes. Called the SWESY system, it involves a fully preassembled die (including heater elements) that is changed in one piece without the usual disassembly. The patented die uses 1.5-in.-thick steel plates with 12-in.-long bolts to hold 7250 psi of pressure. The one-piece die can be preheated, thereby shortening die-change and start-up time to about 1.5 hr from 10 hr for a traditional pipe die, Frankische says.
Krauss-Maffei is now offering its Quick-Switch pipe die and calibrator as retrofittable modules for the first time.
More in the pipeline
PE and PVC pipe extruders are raising outputs. Maillefer SA in Switzerland showed a more powerful 60-mm single-screw extruder for PE pipe. Model MEH 60-30D with 30:1 L/D has a more powerful 145-hp AC motor capable of up to 770 lb/hr of PE pipe vs. 400 lb/hr for Maillefer's previous 60-mm extruder with only a 75-kw DC motor. It also has a quick-change die on a swing arm.
Single-screw extruders for polyolefin pipe are getting longer to provide higher throughput. Rollepaal B.V. in the Netherlands showed a new 120-mm, 55:1 L/D single-screw for compounding and extruding highly filled polyolefin pipe. Its output reportedly competes with that of a corotating twin-screw. It can add up to 60% filler with two side feeders and hold 8700 psi of die pressure for direct pipe extrusion.
Krauss-Maffei's new KME extruder for polyolefin pipe has 36:1 L/D compared with 30:1 for its predecessor. Greater length plus a water-cooled inlet and low-temperature screw give the KME 30% higher output. Krauss-Maffei has built a 75-mm prototype that runs up to 1580 lb/hr. The KME comes in a vented version for processing PS, PC, and PMMA.
Conical twin-screws are getting longer too. Cincinnati Extrusion showed its new Konos K-Series, replacing smaller sizes of its existing Titan conical twins. Konos has a 15% longer barrel, so the cone angle and screw channels are shallower, giving better melt-temperature control, Cincinnati says. The longer Konos has more output because it provides more frictional heating—70% of total heat input at the warranted output rate.
Konos comes in four diameters from 38 to 72 mm. Konos 38 and 50 models replace the Titan 35 and 45, respectively, though higher-L/D Titan 80 and 92 models will still be produced. Konos models cost about 10% less than Titans and have 20% higher output, so they compete with parallel twins. K 38 produces 180 lb/hr of profile or 270 lb/hr of pipe; K 72 produces 670 lb/hr of profile, 1200 lb/hr of pipe.
While longer barrels may boost output, shorter barrels cut machine cost. Krauss-Maffei showed a shorter, lower-cost parallel twin-screw for PVC pipe and profile in 75- and 90-mm diameters. The KMD-XS has 26:1 L/D, vs. 32:1 for K-M's standard PVC twin-screw. The XS also uses a less expensive, lower-torque motor.
SAMP SrL in Italy showed a novel die for wood-plastic profiles with very high wood content (70% to 80%). The profile is cooled entirely in the die, so no calibrators or cooling tanks are required. The die can produce profiles with a minimum wall thickness of 4 mm.
In downstream equipment, SICA SpA in Italy built what it says is the world's first triple-bell system to put sockets and gaskets on three pipes at once. It handles three pipes of up to 50-mm diam. or two pipes up to 110 mm. It runs at speeds of up to 930 sockets/hr vs. about 650 sockets/hr for SICA's previous two-bell system.
Rollepaal added flaw-detection software to its static ultrasonic array for pipe thickness testing. The static array has 28 non-contact ultrasonic scanners for pipe under 8 in. diam.
For corrugated pipe, Frankische Rohrwerke developed new tooling with more rounded angles and curves that allow pipes to meet the same property specifications at about 20% lighter weight.
Bauku Troisdorfer Bau- und Kunststoff GmbH in Germany has delivered a machine that reportedly makes the world's largest drainage pipe—2 meters in diam. with slots perforated in the profile wall before it's wound. A year ago, Bauku's largest drainage pipe was 1.2 meters in diam.
Gimac, an Italian maker of small, high-precision extruders (represented here by Citsco), has new developments in its patented process for extruding tiny ceramic tubing, which was first shown at K 2001. The extruder processes a silicone pre-ceramic compound, which is pyrolized in a furnace to convert it to a true ceramic. Now, conductive ceramic tubing can be extruded using 30% carbon black. This tubing is being tested for electrodes to conduct brain waves.
















Related Content


PTi Makes Changes in Leadership Structure
Moves aimed at bolstering the future of the sheet extrusion manufacturer.
Read More
Green’s the Theme in Extrusion/Compounding
The drive toward circular economy is requiring processors to make more use of PCR. Machine builders at K—across all extrusion processes—will be highlighting innovations to help them do just that.
Read More
Macro Names Anzini Tech Sales Manages for Southeast
Has worked in technical roles for leading processing companies in his career of 40+ years.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More