
K 2007 Compounding: New Approaches to Mixing, Pelletizing
In addition to the news reported in our September K Show preview (see Learn More), previously unrevealed developments in Dusseldorf include several ingenious devices designed to save energy, reduce wear, and safeguard compounded material properties.


Steer showed a twin-screw extruder with the new Nexxus disk pump from RCT for wetting out continuous glass roving.
The Nexxus pump fills a channel on the edge of a turning disk with melt and fibers, then scrapes them off and feeds them to an extruder.

Maillefer’s Cinegran flow meter calculates pellet throughput volume optically to monitor recipe QC.
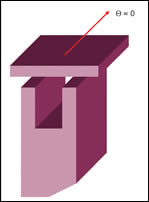
Steer’s self-wiping Fractional Lobe Elements have different tip angles for extruding higher free volume with less wear.

Gala’s “pendant” pelletizer, shown for the first time at K, saves floor space on KraussMaffei’s skid-mounted compounding system.
In addition to the news reported in our September K Show preview (see Learn More), previously unrevealed developments in Dusseldorf include several ingenious devices designed to save energy, reduce wear, and safeguard compounded material properties. These include improvements in feeding, mixing, pelletizing, and pellet drying.


EYE ON THE RECIPE
Maillefer in Switzerland has developed a material flow meter called Cinegran, shown for the first time at K, that optically detects volume throughput of pellets. An industrial CCD camera takes rapid images of flowing pellets through a transparent “window” under the hopper. Continuous comparison of images is used to calculate the speed of moving pellets and the resulting volume throughput.
The intent is to ensure accuracy of formulations by detecting any slight fluctuation in feeding from momentary bridging or other interruption. Cinegran recognizes a wide variety of materials (including PE, nylon, PVC, TPU and FEP), but can’t “see” fine powders and is not suitable for sticky materials that flow unevenly. Maillefer developed the system in partnership with pipe and cable extruders. A touchscreen reports the volume flow for up to three of the devices, which come in four sizes for 100 g/hr to 2000 kg/hr. A special “G” model can monitor gravimetric feeders.
MULTI-SCREW MIXING
Two companies are developing innovative systems that incorporate continuous glass rovings into long-glass pellets or directly into extrudates like HDPE pressure pipe. Both use a patent-pending Nexxus Channel Fiber disk pump to wet out the fiber. The pump was invented by R.C.T. Srl in Italy, a developer of in-line recycling and compounding systems.
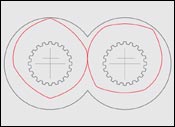
The Nexxus pump consists of two or more narrowly spaced disks on a shaft in a chamber. The disks have recessed annular channels in their outer edges, like pulleys. Melt enters the chamber and fills the channel. Rovings are feed in at the 11:00 position and are pulled by the melt in the channel, which wets out the fibers. The fibers travel with the melt as the disk turns until a wedge-like scraper at 3:00 scrapes them out of the channel, forcing them into an exit port. The wetted fibers then can either be chopped by an in-line cutting system before feeding into the extruder, or can feed directly into the extruder and be cut by the screws.
Amut in Italy is using the Nexxus pump to add long glass to single-screw extruders. Steer Engineering in India, working with its German sales agent, Extruder Experts, is applying the pump to twin-screw compounding of long-fiber pellets with 10% to 70% glass. On a 40:1 L/D Steer twin-screw, the pump is installed 20D downstream from the feed throat. It draws a side stream of melt from the extruder to wet the continuous rovings, which are fed back into the extruder at the 24D position.
Steer showed a recently developed Omega twin-screw extruder with 1.71:1 OD/ID ratio, providing high free volume and high-output capability. The torque to handle high free volume is accommodated by a smoothly undulating mating surface between shaft and screw elements instead of sharp splines.
In addition, Steer has new Fractional Lobe elements (U.S. Pat. 6783270 BI in 2004) said to provide intensive low-shear mixing. The lobes are self-wiping but have different tip angles, instead of the typical symmetrical lobes. Different tip angles allow lobes to be designed for higher free volume and throughputs with lower wear. Steer is opening a customer development lab in Ohio later this year, which will have a 40-mm diam. Omega twin-screw extruder with the new elements for customer trials.
KraussMaffei Berstorff is trying a new approach to compounding wood-plastic composites (WPC) in a co-rotating twin-screw extruder, using its patented Multi-Process and conical self-wiping elements instead of two high-shear sections of traditional kneading blocks. Berstorff has three commercial installations using low-shear Multi-Process elements with WPC. They combine 50/50 wood and PP and run so much cooler than usual that the extruders can turn three times faster—up to 600 rpm vs. 200 rpm with conventional kneading blocks. Throughput doubles from 3300 to 6600 lb/hr.
If two screws are not enough, Weber Maschinenfabrik in Germany showed an 8-screw mixing and venting section (described in our September preview) on a 36:1 L/D single-screw extruder. That planetary-screw mixing section, called the MRS (Multi Rotation System) was developed by Gneuss Kunststofftechnik. The first 12D of the extruder is for feeding and melting, the next 12D for the MRS section, and the last 12D for metering to the die. The first production installation is at Sanplast in Brazil, extruding sheet from 100% undried, uncrystallized PET regrind. Gneuss has sold five more MRS sections for applications scheduled to start early this year, such as recycling PE fish-packing film with vacuum venting to remove odors; recycling undried PET bottle flake into strapping; and reclaiming PET nonwoven fabric.
Entex Rust & Mitschke GmbH (represented here by Triad Sales) showed a new barrel for a planetary roller extruder that swings and hinges open. Model TP-WE 70/400 M1 offers easy access for process supervision and cleaning. It also allows the core and planetary screws to be changed easily.
PELLETIZER NEWS
A Gala pelletizer on an overhead support was shown for the first time at K on a skid-type compounding module from KraussMaffei Berstorff. Gala previously supplied pelletizers in this format on customer request, but has now made it a standard option.
Also new is Gala’s patented CPT (Crystallization Process Technology) pelletizer, which dries and crystallizes PET pellets using the residual internal heat from pelletizing. The process injects high-velocity gas into the slurry line to increase the velocity of water and pellets and create a water-vapor mist that separates the pellets from the water and reduces the cooling effect of the water. As a result the pellets are hotter leaving the dryer. The internal pellet heat is said to reduce the time and energy needed for crystallization.
Abrasive glass-filled pellets can cause a lot of wear, tear, and dusting in pellet dryers. That’s why Rieter Automatik created its Duro conveyor dryer, a simple insulated conveyor to drain and dry the pellets. Water drains off pellets as they travel down an inclined conveyor, which is enclosed and insulated so that the pellets stay hot. The pellets then travel across a porous horizontal conveyor as air is sucked past them from below.
For extruding abrasive pellets, H. Reinecke GmbH in Germany says it’s the first to coat pelletizer dies with a new titanium carbide hard facing called Nikro 128+. It’s based on Nikro 128 but has higher carbide content for greater wear resistance. Reinecke coats die plates for all major pelletizer OEMs and resurfaces die plates for compounders as well. Resurfacing takes about 6-8 weeks.
















Read Next

What's New at the Show in COMPOUNDING
Compounding machinery news at the K Show next month focuses on more torque, more output, and sometimes both, for kneaders, mixers, and twin-screw extruders.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More