Keep Dust and Angel Hair Out of Your Process
Angel hair, fines, and dust can adversely impact any type of plastics production—from resin manufacturing itself to molding and other processes. Here’s how to solve it.
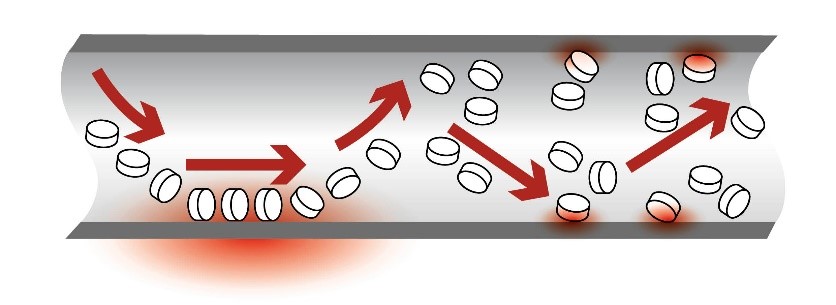
FIG 1 Pellets sliding and bouncing in a conveying pipe.
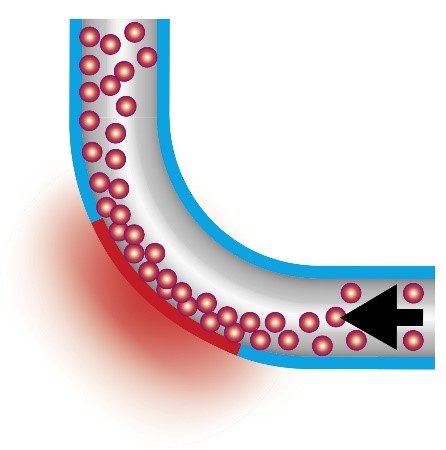
FIG 2 Friction and heat in a pipe elbow (see red).

FIG 3 Plastic skin inside and pipe elbow.
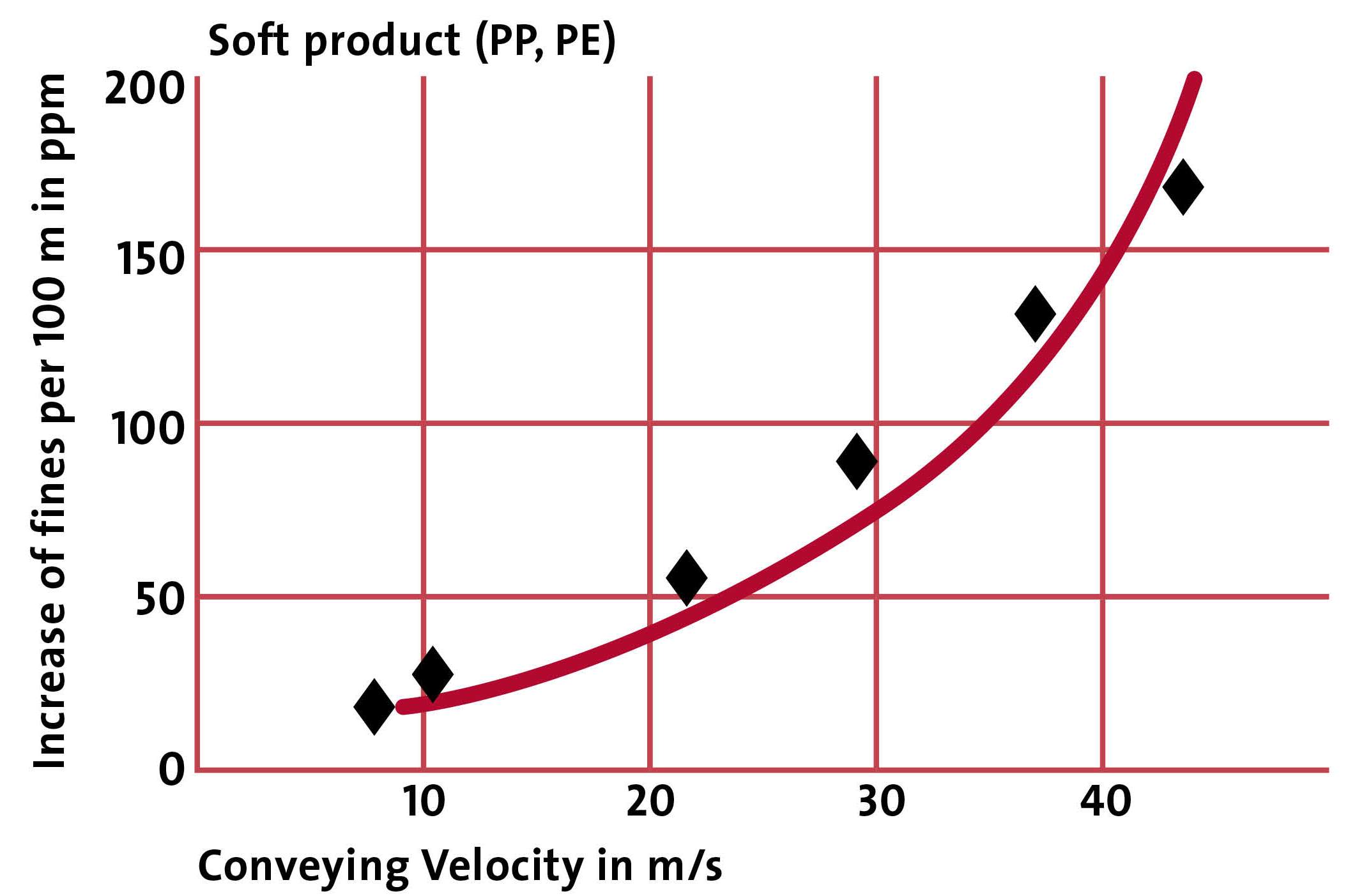
FIG 4 Rate of Fines Creation

FIG 5 Typical angel hair and dust creation.

FIG 6 Melted streams that got stuck at the feedthroat of an injection molding machine.

FIG 7
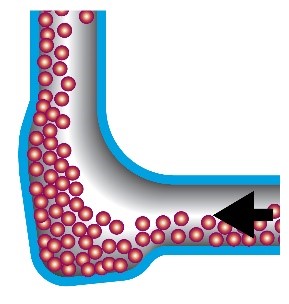
FIG 8
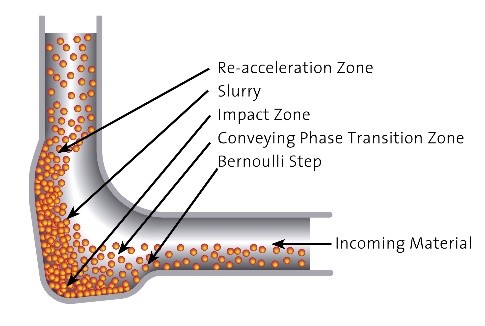
FIG 7-9 As shown in Figs 7-9, the Pellbow creates a soft-impact zone with no grinding action to prevent damage to both material and piping. By design, material flowing through this elbow accumulates in the pocket or “impact zone” and moves slowly upward and out. Incoming material is deflected at 90 degrees, with minimum resistance and no impact damage.
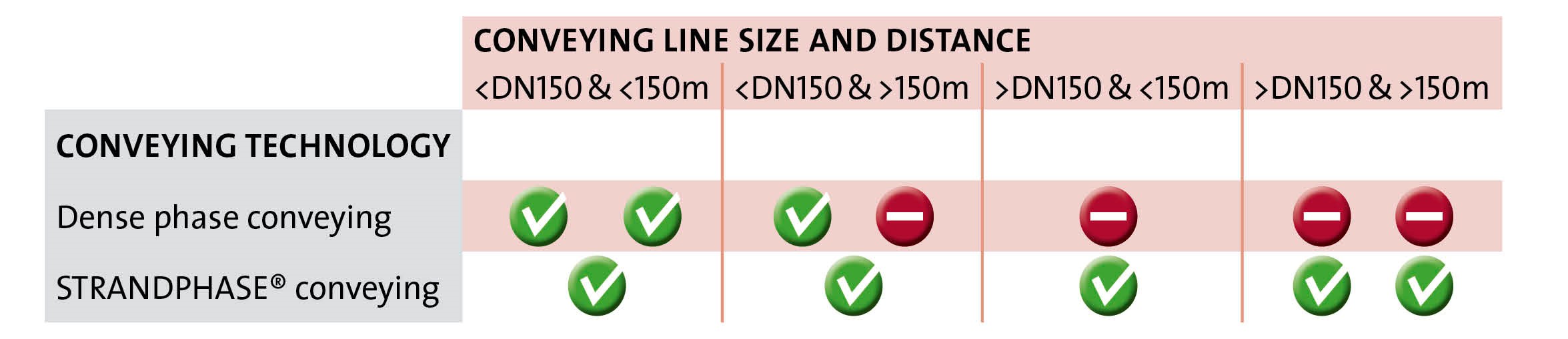
FIG 10 How to determine conveying line and distance among main technologies.

FIG 11 Piping and conveying system setup at resin-production plant.

FIG 12 Piping and elbow setup at plastics processing plant.


Angel hair, also referred to as streamers, floss, and snakeskin, is created in piping during high velocity pneumatic conveying. The higher the velocity, the greater the friction, resulting in a high volume of fines and angel hair. As the material flows through the system, the pellets bounce and slide along the pipe walls creating friction which generates heat (Fig. 1).
The heat causes the pellet surface to melt, resulting in a thin film of material residue on the pipe walls. This residue is concentrated in the pipe bends, where the centrifugal forces are the greatest, making the bends the most significant contributor to the creation of the unwanted angel hair (Fig. 2). The residue can be so extensive that the interior of a pipe elbow can become completely lined with a skin of melted plastic (Fig. 3). This residue accumulates and eventually releases into the material stream as “angel hair” causing contamination of the end product. Once the process of breaking away begins, it accelerates releasing more streamers, faster often causing “bird nests” of tangled streamers to be transferred with the conveyed material.


The graph in Fig. 4 shows the creation of fines under the influence of velocity. Up to the velocity of 25 m/sec, the increase of fines is moderate; however, it increases exponentially as velocity increases. Dilute phase systems with velocities from 25m/sec to 50 m/sec create the highest amount of fines.
The length of the angel hair depends on the hardness of the pellets. PP, PE or other soft pellets create long angel hair, sometimes meters long. PC, PET or other hard pellets create short angel hair. Typical angel hair is shown in Fig. 5.
Why is Angel Hair Bad?
Angel hair impacts nearly every aspect of plastic processing. Angel hair leads to malfunctions in feeding and blending systems during molding and extrusion processes often clogging inlets on injection molding machines completely. Figure 6 shows melted streamers that got stuck at the throat of a molding machine. Angel hair has a significant negative impact on the bottom line. In addition to the high cost of material attrition, angel hair causes expensive interruptions in production and ultimately causes poor quality parts that push scrap rate up.
Friction is the highest in dilute phase conveying systems with traditional long radius elbows. One ideal method to eliminate the creation of angel hair is the use of a special pipe elbow called the Pellbow shown in Fig. 7. The Pellbow creates a soft-impact zone with no grinding action to prevent damage to both material and piping. By design, material flowing through this special elbow accumulates in the pocket or “impact-zone” and moves slowly upward and out. Incoming material is deflected at 90°, with minimum resistance and no impact damage. No friction, no heat, no streamers. (see Fig. 8 and 9) This elbow is self-cleaning when the material flow is stopped and works when installed in any orientation.
The Pellbow creates a soft-impact zone with no grinding action to prevent damage to both material and piping. By design, material flowing through this special elbow accumulates in the pocket or “impact-zone” and moves slowly upward and out. Incoming material is deflected at 90°, with minimum resistance and no impact damage, while generating no friction, heat, or streamers.
Avoiding Angel Hair in Plastic Production Plants
Pressure conveying is the typical method used by plastic producers to move a high capacities of material over long distances. Typical dilute phase systems convey product with pick-up velocity in the range of 25m/sec and with higher terminal velocities of over 40 m/sec, depending on the length of the transfer line. The conveyed product in dilute phase systems is completely dispersed in the gas flow. The typical product-to-air ratio is in the range of 1-5 to 1 at pressures below 1 bar.
Plastic producers try to avoid angel hair by using treatments like shot peening inside the pipe. Pipe treatment does help avoid the creation of long angel hair, but creates more dust and material loss. Over time, this pipe treatment needs to be repeated causing expensive downtime and the complete exchange of piping. This costly maintenance procedure can be avoided by using more gentle material handling technologies like dense phase or Strandphase conveying which are described later. Some dust and angel hair is inevitable. When drum sieves are used during the conveying process to remove angel hair, cleaning the sieves on a regular basis results in additional plant downtime. The most economical way for plastic producers to ensure the highest possible quality end product is to install a DeDuster below the loading silos.
The slow motion, dense phase conveying technology does reduce dust and angel hair, but has distinct disadvantages when installed in large scale systems. The velocities in dense phase systems range from 2-10 m/sec at a high product-to-air ratio of 15-50 to 1 at pressures up to 3.5 bar. The product moves through the transfer line in plugs resulting in high pipe forces and high friction between the pellets and the pipe walls. The high pipe forces require special pipe supports and a reinforced substructure. The friction between pellets and the walls creates very fine, electrostatically charged dust, even when the pipes are polished inside.
Other disadvantages include limited turn down ratios, the need for air management systems, and the angel hair that is created during the high velocity purge process. The investment cost for high speed, high pressure dense phase systems, including the more expensive high pressure rotary valves and other high pressure components, far exceeds the cost of dilute systems. For these reasons, dense phase systems are not recommended for long distances and/or high capacities, but are a better fit for shorter distances and smaller capacities.
Strandphase conveying, the newest technology, minimizes the creation of angel hair through the use of moderate velocities in the range of 15 m/sec to 25 m/sec. The product in Strandphase conveying is partially dispersed in the gas flow, with a typical product-to-air ratio is in the range of 5-15 to 1 at pressures below 1.5 bar. And, the product is partially moving at higher concentration at the bottom of the horizontal lines and evenly dispersed in vertical runs. This prevents the bouncing of pellets along the pipe walls as described in the dilute phase conveying virtually eliminating the creation of dust.
Figure 10 provides guidelines for choosing between dense phase conveying and the new Strandphase conveying. Every conveying system is unique, therefore the design should be calculated and the investment and maintenance costs evaluated before making a final decision.
The ideal solution to avoid angel hair in systems with high capacities and long distances is the combination of Strandphase conveying and uniquely designed pipe elbows. Figure 11 shows these specially designed pipe elbows installed in a large scale plastics producer plant. This combination is very economical and will go a long way toward reducing attrition. However, all systems create some contaminants due to friction. Therefore, plastic producers find it necessary to install a dust removal system as well. The most effective positioning of the DeDuster is under the loading silos. This position guarantees the removal of all contaminants before packaging including those accumulated in the storage silos.
Avoiding Angel Hair in Plastic Processing Plants
Vacuum conveying is typically used in a plastic processing plants to feed molding machines and extruders. Central vacuum conveying systems have very high terminal velocities and create a high volume of angel hair as a result.
Recommendations
The key to minimizing angel hair is the reduction of the conveying velocity and the minimization of friction in pipe elbows. Apply the following recommendations to reduce the angel hair in your process.
- Plastic production plants—where resin is produced—with pressure, dilute phase systems should consider modifying the system to take advantage of the benefits of Strandphase conveying and install Pellbows to reduce friction (see Fig. 11). The change from dilute phase to Strandphase is, in most cases, an easy transition and does not require the exchange of equipment. Replacing long radius bends with Pellbow pipe bends can be done during the annual shut down. For the best quality end material, consider installing a DeDuster under the loading silos to remove the maximum amount of fines and angel hair including those created in the silos.
- Plastic processing plants are, in most cases, equipped with vacuum systems. The velocity in these systems cannot be modified, but the installation of Pellbows should be considered to reduce friction and prevent the formation of angel hair in the elbows (see Fig. 12). To achieve the best quality end products and a lower scrap rate, consider installing a DeDuster above molding machines and extruders for cleaner material at point of use.
ABOUT THE AUTHOR
Heinz Schneider is president of Pelletron Corp., Lancaster, Pa., a global supplier of dust-removal and pneumatic conveying technology for resin producers and processors. Pelletron is part of the IPEG group of companies. Contact 717.293.4008; info@pelletroncorp.com; pelletroncorp.com
Related Content

Finding Efficiencies in How Components Work Together
Auxiliary systems are vital to the proper functioning of a plastic processing line, and they can be a source of major cost and efficiency improvements.
Read More
Automated Resin Management and Blending System for Tight Spaces
NPE2024: Designed for new and existing operations with up to 10 machines and limited available space.
Read More
Central Controller, Energy-Efficient Pump for Conveying
Wittmann debuts new control system and pump at Fakuma.
Read More
Mobile Sanitary IBC Unloading and Conveying System
Transfers contamination-sensitive bulk solid materials from IBCs to downstream processes, dust-free.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More