
Laser Welding Comes of Age
Laser welding is gaining acceptance as a specialized method for joining plastic parts that are sensitive (e.g., contain circuit boards), involve complex geometries, or have strict cleanliness requirements (medical devices). So far, most of this activity has taken place in Europe.




Branson, a relatively new player in laser welding, is coming out with a simultaneous-type welder that's said to be more cost-effective in high-output production.

Leister's mask welding technique adds versatility by permitting complex and variable weld cross-sections.
Clear-to-clear laser welding is just now becoming feasible with Gentex's Clearweld technology.

Complex automotive cockpit assemblies are being laser welded in Europe. (Photo: Bielomatik)
Laser welding is gaining acceptance as a specialized method for joining plastic parts that are sensitive (e.g., contain circuit boards), involve complex geometries, or have strict cleanliness requirements (medical devices). So far, most of this activity has taken place in Europe. In the U.S. and Canada, plastics processors are more wary of the cost of laser technology. However, advances in laser equipment and plastic materials are now stimulating more interest here, and new applications are due to launch in 2002.
Lasers have long been used to weld metals and have made recent inroads in the cutting and marking of plastics. However, laser joining of plastics has been held back until now by a lack of suitable equipment, restrictions on polymers and colors that can be joined, and limited awareness of the technology's potential.


The striking attribute of laser welding is its ability to create a precise, strong, hermetic (airtight and watertight) weld while minimizing resin degradation, particulate generation, and marring of the part surface around the weld. In recent years, this non-contact technology has appealed to European firms that join precise, high-value parts.
In the U.S., laser welding appears likely to evolve into a joining method for niche applications where it offers cost or performance benefits over proven alternatives like ultrasonic, vibration, and hot-plate welding. Yet its unfamiliarity remains a formidable barrier to broader use.
New laser equipment is reducing those barriers, as was apparent at the K 2001 show last October in Germany. At the show, the European divisions of Bielomatik, Leister Technologies, and Branson Ultrasonics displayed more cost-effective, plastics-specific systems than ever.
Moreover, innovative materials and additives are making it feasible for lasers to weld parts in colors once beyond the technology's reach. Black-to-black and clear-to-clear laser welding are now possible due to new colorant technology. And material suppliers are tweaking existing formulations to improve their transmittance or absorption of laser light.
Clean, gentle, versatile
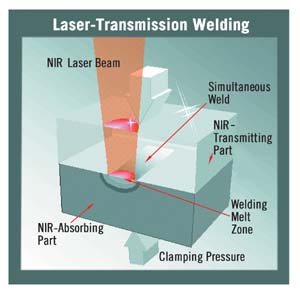
Laser-transmission welding is feasible when two materials that respond quite differently to laser light are used in joining (see schematic). The method uses near-infrared (NIR) light at wavelengths around 810 to 1064 nm. It passes through one (NIR-transmitting) part and is then absorbed by a second (NIR-absorbing) part while the two parts are clamped together at low pressure. The absorbing material converts NIR to heat and melts at the part interface, while heat is also conducted back into the mating surface of the light-transmitting part to create a welding zone. Joint strength can exceed that of the original materials.
Because of the cost, says Paul Rooney, product manager for laser welding at Branson in Germany, "You need a compelling reason to laser weld." His company recently added laser-welding systems to its stable of ultrasonic, hot-plate, vibration, and spin welders. In Rooney's view, the debris-free nature of laser welding favors its use in niches like FDA-regulated medical parts and automotive and other electronic sensors.
Laser welding also greatly reduces vibration and thermal stress on parts. Less "shake and bake" translates into less degradation of parts or internal components of assemblies than with other joining methods. Frank Buck, president of Bielomatik, says this factor provides an opening for laser welding in vulnerable parts like electronic sensors. Bielomatik is a unit of Bielomatik Leuze GmbH in Neuffen, Germany.
"A broad range of dissimilar materials can be welded with lasers," adds Jerry Zybko, general manager at Leister. He cites the example of bonding NIR-transmitting polycarbonate to 30% glass-filled black PBT. Zybko claims other joining methods cannot bridge differences so broad in terms of polymer structure, softening points, and reinforcement. He adds that laser welding is adept at welding parts with complex (even three-dimensional) contours and reaching areas not accessible using other joining methods.
Maturation of laser technology in fields as far-flung as defense and medicine is helping to expand its role in plastics joining. Diode and Nd:YAG types of lasers have evolved since the mid-1990s in ways highly favorable to plastics welding. The power of these lasers has increased significantly, even as their cost has declined by around 90% in the last five years. Most plastics have been found to be efficient in transmitting laser light in or near the wavelength bands at which diode (810 to 940 nm) and Nd:YAG (1064 nm) lasers typically operate. (CO2 lasers, however, emit wavelengths readily absorbed by plastics, which risks burning.).
Diode and Nd:YAG lasers have also proved to be highly versatile when applied to plastics welding. Diode lasers, for instance, can be configured in arrays to create complex line welds. Further, diode light emitters can be combined into stacks to provide the welding power needed for the specific application.
Customized for plastics
An example of the newer equipment is Leister's new Novolas product line, which uses high-power diode lasers, with each diode having 25W or more power. Novolas C is a contour or spot welder, which creates a circular spot of laser energy that is shaped and focused by optical devices. The spot is stationary while the part is guided beneath the laser on a programmed, servo-driven X-Y table so that the laser spot travels along the entire weld line. (Although Leister does it this way, it would also be possible to move the laser spot instead of the part.) Novolas C has a maximum welding area of 250 x 250 mm. Contour welding is very flexible in terms of following any weld geometry, but it is relatively slow.
A faster technique is "simultaneous" welding, in which the laser beam is collimated into a line or curve so it can expose an entire joint at once. Neither the beam nor the part moves. Leister's Novolas S models use this approach.
Despite its speed, simultaneous welding is limited in terms of weld geometry. That can be overcome, however, by Leister's new Novolas M (Mask) variant of simultaneous welding. Leister supplies custom film masks made by photolithography. A stationary laser beam heats the part only where it is not covered by the mask. The advantage is that more complex weld geometries, such as a circle or spiral, can be heated in this manner. Also, the mask makes fine, precise weld lines that can be as narrow as 0.1 mm (4 mils), and the width of the weld line does not have to be uniform. The Novolas M system is said to be well suited to micro-joining of medical devices. It comes with automated mask alignment to 2-micron resolution.
Leister's Zybko says initial set-up of simultaneous and mask welding takes longer than for contour welding, but simultaneous welding is said to be more cost-effective in high volumes.
Meanwhile, Bielomatik has adopted an approach called "quasi-simultaneous" welding that uses 70 to 250W, solid-state Nd:YAG lasers. QSLW uses high-speed scanning mirrors to sweep the laser beam over the entire weld line 40 times a second. Bielomatik's system reportedly can create welds as fine as 0.1 mm.
A score of Bielomatik's Laser-Tec QSLW systems have been delivered or ordered in Europe, and 30 other projects are in advanced planning stages worldwide. One current use is the electronic door openers for Mercedes vehicles. Other applications include motor-driven actuators for auto air-intake manifolds and central locking systems, automotive gearboxes, and airbag, oil, and other engine sensors.
Bielomatik recently combined multiple Laser-Tec systems to increase the welding area and maximum part size. A twin-laser version handles weld areas up to 560 x 280 mm, potentially suiting it to vehicle cockpits, pressure vessels, and large integrated sensors.
The most recent entrant in laser welding is Branson, which is evaluating a simultaneous (S) version of its Infrared Assembly Method (IRAM) laser-welding equipment in the U.S. A Contour (C) version will be launched by mid-year. "We offer higher power at lower comparative systems cost," says Branson's Rooney, who explains that IRAM uses banks of diode lasers scalable in 150W increments. Systems are offered in small (150 to 450W), medium (600 to 900W), and large (900 to 1350W) sizes.
Herfurth Laser Technologies of the U.K. has delivered five customized systems to European end-users for welding auto interior trim and bumpers, as well as medical devices. Company director Richard Icke points out that most available systems utilize arrays of low-power diodes, whose light is collected and distributed via fiber optics. In contrast, Herfurth taps high-energy direct diodes that operate at 250 to 1000W each and aim energy directly at the weld area as a 5 x 1 mm spot.
"High-energy diodes make an incredibly strong weld, which allows them to join dissimilar and hard-to-weld materials, examples being PP and glass-reinforced acetal," claims Icke. Herfurth also uses a robot to manipulate the laser beam. Speed of forming a 5-mm-wide weld to join PP parts is 167 mm/sec.
Herfurth says its high-energy lasers can weld materials and colors normally viewed as low in transmission rates and difficult to weld. Icke cites 30% glass-filled acetal parts for an automotive fuel line and black nylon 6 and 66 parts in automotive accelerator-pedal sensors. Herfurth equipment is also used to laser weld polyester and PP films to tubing and connectors in medical fluid-handling systems.
Expanding lasers' reach
In response to growing interest in laser welding, leading materials suppliers are investigating how well their materials work in the process. On the NIR-absorbing side, the situation is straightforward: DuPont and Ticona report that modest levels of carbon black provides good NIR absorption in most thermoplastics.
As for the laser-transmitting side, DuPont says polymers with NIR-transmission rates of at least 20-50% generally work well. That means that most natural grades and many translucent colored grades can be laser welded. PS, PVC, and PP are satisfactory NIR transmitters, though PP's welding rate is relatively slow.
Craig Norrey, a DuPont technical expert, says NIR transmission rates are also high enough for its grades of nylon 66 (80% transmission), acetal (45%), nylon 6 (18%), and Hytrel copolyester TPE (28-35%). On the other hand, low transmission rates for 30% glass-filled PET (5-6%) and LCP (1-2%) make them ill-suited to laser welding.
Ticona data show its unfilled acetal (50% transmission), PBT (30%), and glass-reinforced PP (29%) meet the criteria for NIR-transmitting polymers. However, Ticona's PPS (6-12% transmission) and LCP (7%) lack suitable transmittance. Ticona sources say it has developed special means for enhancing NIR transmission in PBT and acetal. The result is faster welding and reduced degradation in laser joining.
There are a number of gaps in the materials menu for laser-joining—one being that high-performance polymers like PPS, PEEK, and LCP fail as IR-transmitters. Another deficit is that black-to-black combinations in which carbon black is used as filler in both parts are not laser weldable. That is a handicap in under-the-hood and other all-black assemblies popular in automotive.
Also, clear-to-clear (and often all-translucent and all-white) combinations cannot be laser-joined due to the absence of NIR absorption by either part. That is a drawback in medical, packaging, and consumer products where clarity is required.
Finally, many mineral-filled compounds are NIR absorbers and generally not viable for laser welding. High levels of glass reinforcement can distort NIR-transmission and impair welding efficiency, but suppliers have generally formulated around that limit.
A number of materials suppliers have come out recently with laser-transparent black formulations that overcome the previous limitation. BASF, for example, has two laser-transparent blacks: Ultramid A3WG6 LT (nylon 66) and Ultradur B4300G6 LT (PBT). These draw on novel dyes that appear black but are NIR-transmissive enough for black-to-black welding. It is used in a DaimlerChrysler oil sensor. Laser welding creates a leak-proof weld for a part that has to survive the thermal shock caused by contact on one side with freezing water and on the other with 300 F oil. The part must also withstand rock impacts and vibrations.
DuPont has a black acetal with 38% NIR transmission that can be laser welded. The company also has 30%-glass black nylon 6 with NIR transmission of 25% to 55%.
RTP says it exploits alloying and proprietary selection of glass fiber, pigments, and other additives to optimize the NIR transmittance and absorption of its laser-weldable ABS, SAN, PP, and other resins.
New technology from Gentex Corp. promises to broaden laser welding's color spectrum by eliminating the reliance on carbon black for NIR absorption. Gentex's Clearweld process is based on patents held by TWI Ltd. in Cambridge, England.
"This technology opens the way for efficient laser-welding of clear, pastel, and even opaque parts in many colors," declares L.P. Frieder III, marketing manager of the Light Management group at Gentex. He explains that Clearweld materials can appear colorless but still absorb NIR in the 940-1000 nm range emitted by most commercial diode lasers.
Frieder says clear-to-clear laser welding can be accomplished by positioning a thin layer of NIR-absorbing Clearweld material at the interface between two clear laser-transmitting materials. Clearweld can be applied to the joint surface using an industrial inkjet printer or spray system. Other forms of Clearweld, including films and compounded materials, are being developed. Frieder anticipates materials will become commercially available in the first half of this year.
















Related Content

Foam-Core Multilayer Blow Molding: How It’s Done
Learn here how to take advantage of new lightweighting and recycle utilization opportunities in consumer packaging, thanks to a collaboration of leaders in microcellular foaming and multilayer head design.
Read More
Avoid Four Common Traps In Granulation
Today, more than ever, granulation is an important step in the total production process. Our expert explains a few of the many common traps to avoid when thinking about granulators
Read More
Compatibilizers Aid Recycling & Upcycling of Mixed Resins
Compatibilizers are proving their worth in boosting critical properties such as impact/stiffness balance of PCR and PIR blends of polyolefins and other plastics.
Read More
Pregis Performance Flexibles: In the ‘Wow’ Business
Pregis went big and bold with investment in a brand-new, state-of-the-art plant and spent big on expanding an existing facility. High-tech lines, well-known leadership and a commitment to sustainability are bringing the “wow” factor to blown film.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More