
Magnetic Platens Catch On for Giant Presses
Molders are overcoming their doubts and choosing magnetic clamping systems for quick mold changes. What's really new is the growing use of magnetic platens on high-tonnage presses.




No injection machine is too big for magnetic mold clamping today. The last few years have seen use of magnetic QMC systems spread to giant presses like this 3000 tonner equipped with an EAS Walker Pressmag system.
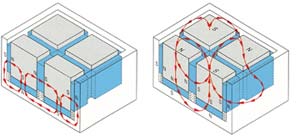
Permanent electromagnets clamp and unclamp molds by changing the magnets' polarity in response to a short pulse of electric current. Shown here is one magnetic cell within Tecnomagnete's Quad Press 75 system. The demagnetized state (right) keeps the magnetic field within the cell, and no force is exerted on the mold. Changing the polarity extends the magnetic field into the mold base to clamp the mold. No electricity is required to maintain the new polarity.

Staubli's new QMC120 system exemplifies improvements in safety monitoring features that make magnetics less susceptible to operator error.
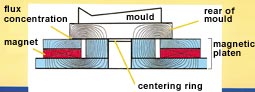
The EAS Walker PressMag system is configured to concentrate the magnetic flux where the mold base contacts the platen.

Magnetic platens need only a standard locator ring and are not limited by bolt-hole patterns. This Tecnomagnete system shows the moving platen at left, with ejector holes, and stationary platen at right.
Magnetic platen systems are catching on with a growing range of injection molders and are gaining popularity on large presses for the first time. Improved designs have calmed former safety concerns, and molders are eyeing magnetics as a simpler alternative to hydraulic or mechanical systems for quick mold change (QMC) and Just-in-Time (JIT) molding.
For years, fear kept the use of magnetic mold mounting systems on the sidelines as a competitor to mechanical or hydraulic mold-clamping systems. Molders were simply more comfortable with the visual assurance of physical clamping devices supporting the mold. Accidents in the field limited use of magnetics in injection molding, despite their widespread use in toolmaking.



"In the early 1990s, on three separate and isolated occasions in different plants, magnets let go of the mold," says Simon Barton, product development manager of magnetic QMC systems for Staubli. "Each of these companies has not used magnets since, although in all instances, the magnet was not really to blame. In all three cases, it was operator error." Suppliers say that better understanding of proper use and maintenance of magnets would have prevented these accidents. As a result, newer magnetic systems are engineered to prevent operator error.
Saves time & labor
Magnetic clamping systems are simple (no moving parts) and fast. Magnetic force can be applied or removed in less than a second. A typical magnetic mold change involves bringing both mold halves together, securing the mold halves, demagnetizing the platens, and then lifting the mold out of the press with a crane or rolling it out to the side with a ram and roller system. To mount a new mold, the operator first matches the mold base to the locator ring on the stationary platen, then brings the moving platen in until it touches the opposite mold plate. The operator magnetizes the mold, removes the straps holding the mold halves together, then pulls the moving platen back.
"We have two 3000 tonners with magnetic platens and another with 30 1.5-in.-diam. bolts to mount the mold," says Lonnie Hines, maintenance superintendent with Textron Westland Operations in Westland, Mich. Each machine carries a 74,000-lb mold. A mold changeover with the mechanically bolted system requires at least 4 hr and three people, while the magnetic system takes only 45 min and two people, Hines says. If a mounting bolt gets stripped, changeover time would be even longer.
A complete tool change on a 500-ton press, which used to be a 45-min job at Textron, now takes 18 min, says Hines. And what used to be a 2-hr mold change on an 1100 tonner now takes 20 min, thanks to magnetic platens. Starting about a year ago, 13 of Textron's 18 Van Dorn machines from 400 to 3000 tons were converted to magnetic QMC systems from Tecnomagnete. More than half of those presses are over 1000 tons.
Valeo in Rochester, N.Y., a Tier 1 supplier of automotive cooling and air-conditioning systems, has three presses of up to 1100 tons equipped with magnetic clamping systems from Staubli. "We are trying to get our changeover times down to 15 min or less," says manufacturing engineer Michael Cocchiarella. "I put a tool in by myself in 15 min."
Suppliers of magnetic systems cite several other benefits of the technology:
- It is compatible with non-standard tool configurations. Die holes do not have to match those on the platens. Magnetics work with Euromap and SPI locator-ring patterns.
- It prevents mold deflection due to the continuous, uniform force of the magnet over the entire mold backplate instead of at discrete points along its edges.
- Magnetic systems do not interfere with ejector pins, thermocouples, cores, or special mold details. No supports extend into the mold area.
- The magnetic field extends only a fraction of an inch into the tool, so most suppliers say it will not affect personnel wearing watches or holding metallic objects. (Valeo, however, has posted signs warning anyone with a pacemaker to stay away from the magnetic platens.)
- Personnel need not work under the tool during mold changes.
- Power outages have no effect on the mounting force. It is also said to be impervious to a lightning strike.
Magnets on bigger presses
Magnetic technology has been applied to both horizontal and vertical presses (shuttle and rotary) and to conventional molds as well as stack and three-plate tools. So far, magnetic platens have been mounted on vertical presses of up to 500 tons, but in horizontal machines the trend is toward much higher tonnages. "More than half of our magnetic system sales are for machines sized over 1000 tons," says Alessandro Chiaramonte, operations manager for Tecnomagnete. A similar trend is reported by the other two main suppliers of magnetic technology, Staubli and EAS Mold & Die Change Systems (formerly Enerpac Automation Systems), the marketing arm of O.S. Walker Co., Inc. in Milwaukee.
Tecnomagnete has about 600 installations of its Quad-Press 75 magnetic system in North America on machines ranging from 40 tons up to 3500 tons. Worldwide, the Italian-based company says it has equipped 3000 to 4000 injection machines from 25 up to 6000 tons. Sales have been especially brisk in the past four years. "Our sales have doubled in each of the last two years," says Thomas Erwin, U.S. product manager. Magnetically equipped machines of up to 500 tons are available for tests at injection machine suppliers such as Van Dorn Demag Corp., Husky Injection Molding Systems, or Sandretto USA Inc.
Staubli's QMC120 system is the latest magnetic product to enter the market, but Barton says the firm has already sold 120 of them globally and installed 60 to 70. There are about 10 systems in North America. The biggest order so far was for a 3500-ton press for Volkswagen in Germany. Staubli also offers non-magnetic QMC systems.
EAS and Walker claim over 1000 global plastics installations of the EAS Walker Pressmag magnetic-platen technology. One of them is a on a 3000-ton press in North America for an automotive application, says Cliff Drake, EAS president. EAS offers a full line of QMC products, including hydraulic and mechanical clamping systems.
Magnetic designs differ
All three suppliers offer technology based on permanent electromagnets. Other types of magnetic systems, such as mechanical-shift magnets, activated by throwing a lever, or electromagnets activated through continuous electrical power, would be dangerous in a molding application.
Permanent electromagnets have a permanent magnetic flux or energy field. When the magnetic platen system is activated, a short burst of electric current (from about 10 amps up to 100 amps) temporarily changes the polarity of the magnet so that the magnetic field enters into the mold for clamping or is disengaged from it for unclamping (see schematic). No energy is required to maintain the polarity of the magnetic flux in either configuration. As a result, energy consumption to operate a magnetic clamping system is miniscule. Staubli's Simon says that making six mold changes a day on a 1000-ton press with a 7 x 7 ft platen would require no more energy than is needed to run a 100-watt lightbulb all day.
The holding force of the magnetic platen system is determined by the magnet type, configuration, and ratio of the area of the magnetic platen to that of the mold plate. The cleanliness of the mold base and platen are also important. All three suppliers aim to provide a holding force equal to at least 10% of the clamp force. They say this is more than sufficient to prevent mold-holding failure due to clamping, injection, or stripping forces.
At the core of Tecnomagnete's Quad-Press system is a combination of two magnet technologies. The 52-mm-thick platen design is based on a square-pole technology utilizing a 3 x 3 in. magnetic "cell" composed of four steel cubes. The top surface of the steel cubes are the contact surface of the magnetic platen. Four sides of the cube are surrounded by rare-earth magnets of neodymium-iron-boron alloy. On the bottom of the steel cube is a layer of aluminum-nickel-copper (alnico) magnet and a copper coil. The neodymium alloy never changes its polarity, but the alnico changes its polarity in response to electric current in the coils underneath the steel cube. When the current is turned off, the alnico retains its new polarity.
The "quad" in the system refers to the patented checkerboard pattern of the magnetic platen. The cells are arranged to provide the highest concentration of force. Each cell generates 1760 lb of holding force, yet the magnetic flow travels only 5/8 in. into the mold base, so it doesn't interfere with the action of valve gates or ejectors.
The system requires only 15 to 40 amps depending on machine size, activated for no longer than 1 sec. Tecnomagnete's Flux Safe control system measures the magnetism of the system to ensure that the mold base has adequate magnetic permeability. A Saturation Control Unit ensures that the system reaches full magnetic saturation. Proximity sensors will prevent the magnetization cycle if the mold is not in proper contact with the magnetic surface and will stop machine operation if the mold moves 0.2 mm on the platen. For additional safety, Tecnomagnete's key-switch system prevents accidental demagnetization.
Staubli has a different approach, says Simon Barton, who designed the firm's magnetic platen. Staubli's second-generation QMC120 system was introduced to European audiences last year and to the North American market this past May. It uses round-pole, horseshoe-type alnico magnets, with the north and south pole on each end. A coil wraps around each end of the magnet. Neodymium-iron-boron magnets are wrapped around each pole.
The steel platen is about 49 mm thick, reportedly the thinnest on the market, saving machine daylight. It contains the magnet and coil. The coil is activated with 10 to 100 amps for one-third of a second. When the coil is engaged, it turns all the magnetic poles to North polarity, while the mold base becomes the South pole. Each magnet provides 1400 lb of force, which penetrates only 10 mm into the steel mold. The low depth of the field doesn't interfere with any mold components and is unlikely to affect anyone with a pacemaker, says Barton, though Staubli does place warnings in its manuals.
Staubli can vary the concentration of force by arranging the magnets differently. "If a second magnet is added, you can get 2800 lb of holding force," notes Barton. Staubli's basic design concentrates the magnets around the center of the plate, though the design can be customized.
The QMC120 system offers 28% stronger mold clamping than Staubli's earlier offering. Its safety features are meant to prevent accidents caused by operator error or faulty maintenance. The newly upgraded Flux Sense magnetic monitoring system measures magnetic strength and electrical current. It provides a go/no-go signal if full magnetic saturation is not achieved. Failure would be signaled if the mold were not flat enough against the magnet or if the mold baseplate were not sufficiently permeable to magnetic force. The latter could occur if the baseplate were too dirty or rusty or made from a poorly magnetic alloy steel.
Flux-Sense also can stop the press if the mold moves less than 0.0005 in. In addition, the magnetization phase automatically cycles twice. In case the mold is not placed perfectly against the magnet, the first cycle pulls the mold to the magnet, the second cycle ensures the proper clamping force.
EAS uses rectangular alnico pole magnets and coil wrap with epoxy between the poles. The alnico plays a different role with this technology than it does with the other two magnetic systems. Electrical pulses lasting 20 millisec completely demagnetize the alnico magnet when it is time to remove the mold. Another sequence of electrical pulses over 2-5 sec recharges the magnet to its original strength.
EAS says the benefit of its approach is that the alnico magnet can handle higher mold temperatures without losing magnetic strength. The system can operate without failure if the mold-base temperature reaches 300 F, or 500 F in special systems, says Drake. Also, the firm's "flux concentration" technology uses the shape and configuration of the pole to improve clamping force even if the pole is not completely covered by the mold. This effect is said to improve clamping of smaller tools.
EAS's magnets and proximity sensors are encased in a platen 55 mm thick. The magnetic flux penetrates 0.75 in. into the backplate of the tool. The controller monitors the duration of the electrical pulses and measures the magnetic saturation.
Rules of thumb
Safe use of magnetic platens requires that molders be aware of the limitations of the technology:
- Mold plates must be of a magnetically permeable steel. Many steels are acceptable, but 300 stainless is not (though 400 stainless works fine). Hardening steels reportedly weakens the magnetic attraction.
- Very small molds may not cover enough of the magnets in the platen system to obtain good support.
- High-temperature operations, such as thermoset molding, may weaken the magnetic field. An insulator plate may needed, especially with hot-runner systems.
- Expect to lose approximately 4 in. of daylight to the magnetic plates.
- Keep backplates free of oil, rust, and dirt or risk reducing magnetic force.
- Mold plates should be absolutely flat to mount flush against platen.
Magnetic systems cost $30 to $120 per machine ton. The smaller the machine, the higher the price per ton. EAS says its magnetics cost 20-30% more than other QMC technologies.
No injection machine is too big for magnetic mold clamping today. The last few years have seen use of magnetic QMC systems spread to giant presses like this 3000 tonner equipped with an EAS Walker Pressmag system.
Permanent electromagnets clamp and unclamp molds by changing the magnets' polarity in response to a short pulse of electric current. Shown here is one magnetic cell within Tecnomagnete's Quad-Press 75 system. The demagnetized state (right) keeps the magnetic field within the cell, and no force is exerted on the mold. Changing the polarity extends the magnetic field into the mold base (far right) to clamp the mold. No electricity is required to maintain the new polarity.
Staubli's new QMC120 system exemplifies improvements in safety monitoring features that make magnetics less susceptible to operator error.
The EAS Walker PressMag system is configured to concentrate the magnetic flux where the mold base contacts the platen.
Magnetic platens need only a standard locator ring and are not limited by bolt-hole patterns. This Tecnomagnete system shows the moving platen at left, with ejector holes, and stationary platen at right.
















Related Content

How to Set Barrel Zone Temps in Injection Molding
Start by picking a target melt temperature, and double-check data sheets for the resin supplier’s recommendations. Now for the rest...
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
Improve The Cooling Performance Of Your Molds
Need to figure out your mold-cooling energy requirements for the various polymers you run? What about sizing cooling circuits so they provide adequate cooling capacity? Learn the tricks of the trade here.
Read More
Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More