
More Gloss, Fewer Weld Lines With Variothermal Molding
A higher mold surface temperature during filling is required to achieve high-gloss surfaces or perfectly replicated microstructures and nanostructures, as well as erasing ugly weld lines. Instrumented tests quantify the results achieved by this process.

FIG. 1: A specimen part with ribs, wall-thickness variations, and holes (seen from the rear side) was used for analysis of weld lines and surface roughness. The red triangle marks the gate. (Photo: Engel)
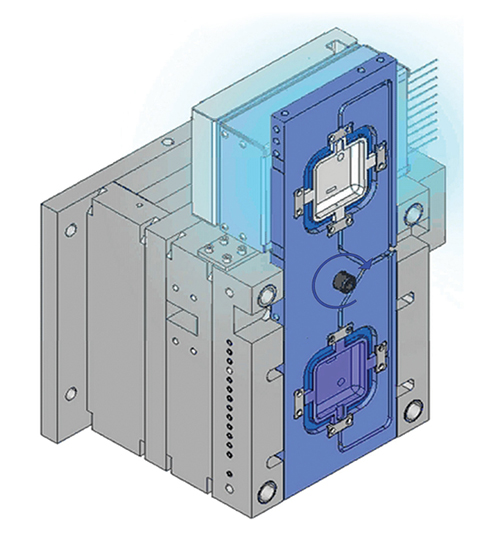
FIG. 2: The mold with two cavity inserts and rotating index plate allows heating and injection in parallel. (Photo: Engel)
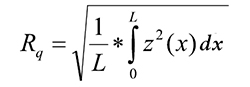
FIG. 2a: Equation for surface profile.
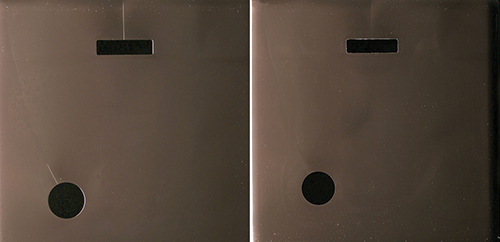
FIG. 3: Variothermal processing prevents visible weld lines. The PC/ABS part was manufactured with a cavity-insert temperature of 90 C (left, without variothermal control) and 170 C (right, with variothermal control). (Photos: Polymer Competence Center Leoben)
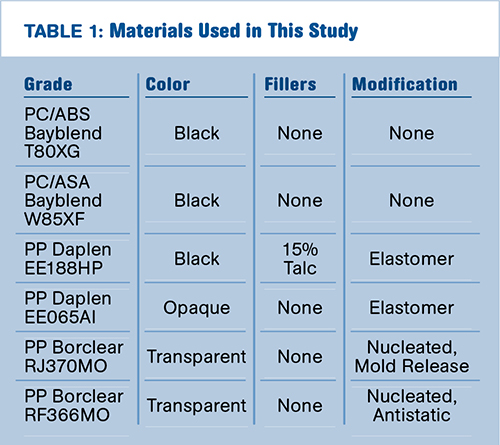
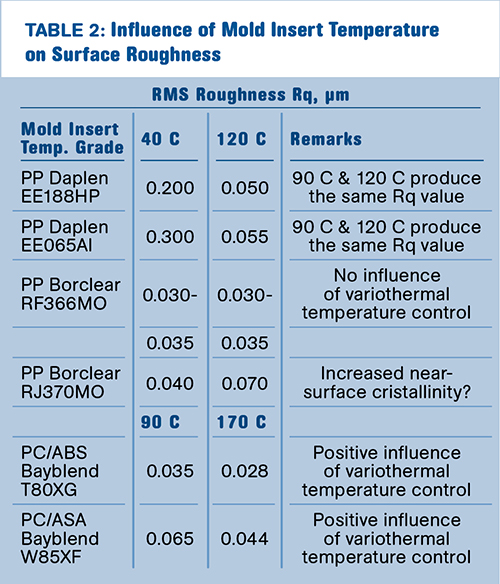
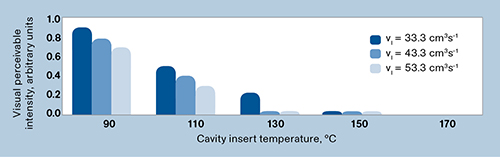
FIG. 4: Visual perceptibility of the weld line (here for PC/ABS) depends on the temperature of the cavity insert and the volumetric injection flow rate ve. (Figure: Polymer Competence Center Leoben)
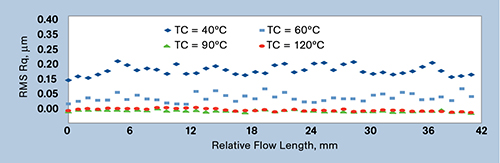
FIG. 5: Roughness of the PP surface (Type: EE188HP) remains practically unaffected by the flow path length, but decreases sharply with increasing temperature TE of the cavity insert. (Figure: Polymer Competence Center Leoben)

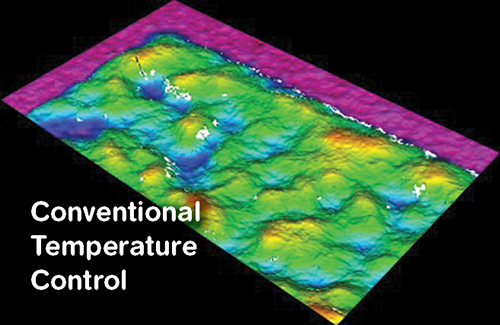
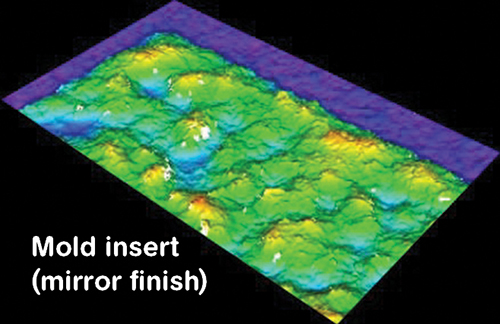
FIG. 6: Fine details of the grained structure on the mold insert (bottom) are replicated better with variothermal temperature control (above) than with conventional temperature control (below). (Figures: Alicona Imaging)


In the injection filling phase, a higher mold-surface temperature is required to achieve high-gloss surfaces or perfectly replicated microstructures and nanostructures. This is economically counterproductive, since a low mold temperature means faster cooling of the plastic part. Variothermal (hot/cold) process control helps achieve both goals. The purpose of this article is to quantify the effectiveness of this technique with different resins and compounds and to analyze how mold-design or process variables can influence the results. One element of the study was to mimic subjective human perception of weld-line visibility with an objective instrumented technique.
Obstructions in the part create weld lines or knit lines during injection molding. The melt is forced to split up during filling of the cavity. Behind the obstruction, the flows try to merge again, but this is made more difficult by a low temperature of the mold surface and a low melt pressure. Notched weld lines then remain near the cavity walls.



Even though these notches may be very small, their steep flanks are clearly visible, particularly in glossy “piano black” surfaces. It is well known that higher surface temperatures of the cavity during injection can reduce this notching. The goal of a joint scientific project organized by the injection machine builder Engel was to validate this effect and to eliminate weld lines through appropriate process control.
The gloss of a surface is greatly influenced by its roughness, which is why the replication of the mold surface on the part surface is of great interest. The influence of dynamic mold-temperature control on the surface quality of amorphous polycarbonate blends and semi-crystalline polypropylene grades was investigated, with grades of PP differing in filler content and modification (see Table 1).
During variothermal mold heating, either the whole mold, a mold insert, or just the cavity surface is heated. The energy source can be either inside or outside the mold. Popular sources are hot steam or hot gas, electromagnetic induction, infrared (IR) or laser radiation, near-contour (conformal) temperature control using alternating hot and cold liquid, electric heater cartridges, and thermal conductivity between the mold insert and a heated block in contact with the insert.
During the course of this study, the cavity insert was heated by IR radiation. The temperature of the cavity insert was increased from the normal mold temperatures of 40 C for PP and 90 C for PC/ABS and PC/ASA to 120 C for PP and 170 C for the PC blends. Average volumetric injection flow rate was 43.3 cc/sec. Additional tests with volumetric injection flow rates of 33.3 and 53.3 cc/sec were carried out with PC/ABS.
HEATING & INJECTION IN PARALLEL
Weld lines and surface roughness were analyzed using an approx. 80 x 80 mm part (Fig. 1). While the rear side had ribs and wall-thickness variations, as well as circular and rectangular holes, the visible side was smooth. The cavity was filled via a hot runner and a short tunnel gate on the underside of the molding.
The parts were produced using a new process developed and patented by Engel using a variothermal injection mold (Fig. 2) with two identical cavities. This allows heating and injection in parallel during the cycle.
While the cavity is being filled in the lower position, a second mold insert is preheated in the upper position by IR radiation from the rear. The lower insert is then cooled, and when the mold has opened, the index plate turns so that the preheated mold insert moves to the lower position for filling and the finished part can be removed in the upper position.
In view of the low mass of the cavity insert and the use of IR-absorbing coatings on the rear side, heating rates of up to 13º C/sec were achieved. As soon as the hot insert is turned to the lower position, its rear side contacts the cold mold at 20 C. This creates a higher temperature gradient, which, despite the significantly improved surface quality of the parts, shortens the total cycle time by comparison with a conventional strategy using constant mold temperature.
INSTRUMENTAL MEASUREMENT OF WELD LINES
When looking at surfaces, the reflected light creates the impression of color and contrast shading. Following the idiosyncrasies of human perception of contrast, surface defects disturb the impression of contrast of an otherwise uniform surface. The visual perceptibility of defects can now be determined using a new and patented measuring method. The results displayed come remarkably close to human perception and permit rapid and objective inline testing of plastic parts.
For the measurements in this study, specimens were fixed in a holder and photometric pictures were taken using CCD cameras. Image processing using mathematical models allows the perceptibility of weld lines to be evaluated on the basis of a machine examination. Calculated intensity matrices thereby contain the information on the threshold values for the perceptibility of the weld lines.
One of the main principles here is the instrument’s relative-contrast perception, which is similar to that of humans. A practically perfect surface without visible structures shows no distortion. By contrast, the light reflected from surface structures with faults or scatters exhibits a certain loss of clarity.
MATERIALS BEHAVE DIFFERENTLY
In order to obtain more conclusive information about the quality of the replication, roughness profiles with a measuring distance L of 0.56 mm were measured, starting 10 mm after the gate, every millimeter along a flow path of 40 mm and at right angles to the flow path.
The profiles were acquired using a contact-free optical sensor. In the accompanying equation (Fig. 2a), Rq is the root mean square of the magnitude of the deviation of the roughness profile z(x) from the mean line. L is the sampling length.
The investigations confirm that the formation of weld lines can be significantly reduced with increasing temperature of the cavity insert. This is already recognizable from visual assessment of the visible side of the molding surface (Fig. 3). The part on the left that was produced at a cavity temperature of 90 C exhibits very fine, light-colored weld lines after the circular and rectangular holes. A cavity temperature of 170 C, on the other hand, makes the weld lines almost invisible.
In the summary of the test results with PC/ABS (Fig. 4), a visually perceptible intensity of approx. 0.2 means that over 90% of the human observers do not perceive this defect. The graph shows clearly how an increasing cavity temperature correlates with a reduction in the weld lines. At a low volumetric injection flow rate of 33.3 cc/sec, the weld lines decrease over temperatures up to 150 C, while at higher volumetric injection flow rates of 43.3 and 53.3 cc/sec, the weld lines are no longer perceivable above 130 C. As expected, the injection rate also has a positive influence on the reduction in weld-line notches due to the steeper and faster pressure increase after the initial formation of the weld line.
The replication of a mirror-finish cavity surface with an Rq value of 0.013 μm using several polymer grades was also investigated. The Rq values measured as a function of the cavity temperature and the flow-path length for PP EE188HP show that the flow length has no significant influence on the cavity-surface replication (Fig. 5).
Increasing cavity temperature, however, reduces the roughness from approx. 0.2 μm to 0.05 μm, corresponding to an increase in gloss. Furthermore, the surface gloss is more uniform at higher temperatures, as the Rq values exhibit a smaller spread.
INFLUENCE ON SURFACE ROUGHNESS
The trials also show clearly how the cavity temperature influences the surface roughness of all the polymers used (Table 2). With most of the polymers, a higher temperature led to a reduction in surface roughness and to an increase in gloss.
The surface quality of the elastomer-modified PP grades EE188HP and EE065AI increased significantly up to 90 C; raising temperature further, on the other hand, had no major impact. No high gloss was achieved even with mold temperatures up to 120 C. A further highly nucleated transparent PP grade (RJ370MO) had a lower Rq value of 0.040 μm at 40 C, but when the mold temperature was increased to 120 C the roughness deteriorated to 0.070 μm.
This effect can possibly be explained by the temperature-related increase in microscopic sink marks, or localized delaminations of the skin layer close to the part surface, caused by local differences in shrinkage. Although a smooth polymer surface is obtained, it is covered with a large number of pit marks several hundred nanometers deep, which increase the overall roughness.
Variothermal processing had no influence on the surface quality of PP RF366MO, which was developed as a high-gloss grade.
Even at the conventional cavity insert temperature of 90 C, the PC blends exhibited a low surface roughness. Their surfacequality was further improved by increasing temperature. PC/ABS achieved a better Rq value of 0.028 than did PC/ASA. Although this is still twice as high as for the mirror-finish mold surface, it is overall the best result achieved during the investigation.
GRAINED SURFACES, MICRO- & NANOSTRUCTURES
Variothermal temperature control also offers significant benefits when it comes to the replication of fine surface structures. If grained surfaces show an undesirable greasy gloss with conventional temperature control, variothermal temperature control allows a uniform dullness to be achieved over the whole part surface.
In Fig. 6 the enlarged detail of a mold insert and of the replication result at the corresponding point on the molding with and without variothermal temperature control shows that the superimposed fine structure can be better replicated at the higher mold temperature.
















Related Content
Noncrosslinking TPEs for Cold, Warm, Hot Water
Thermolast DW compounds are aimed at seals and sanitary components that come in contact with hot water.
Read More
TPE Made with 50% PCR Derived from End-of-Life Tires
Prism Worldwide has commercialized its first TPE with this type of recycled content based on its patented technology.
Read More
Tracing the History of Polymeric Materials -- Part 29: Polyurethane
This material family has unparalleled versatility, not only in terms of the forms the material can take, but in the different ways in which it can be processed.
Read More
Established Interior Automotive TPE With High Recycling Ratio
Kraiburg TPE is expanding its portfolio to included TPEs made of up to 38% recycled raw materials, depending on hardness.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More