
Moving Die Parts Change Profile Shapes 'On the Fly'
Change one tubing lumen into two, or two lumens into three, or even split one tube into two in a “Y” shape: These are some of the dramatic alterations that can be made “on the fly” with a novel articulated die concept available for license from Specialty Silicone Fabricators, a medical tubing maker in Paso Robles, Calif.



Moving die parts can reshape the internal and external geometry of silicone medical tubing on the fly. The system has yet to be tried with thermoplastics.
Three or more pairs of moving elements create a continuous “Y”-shaped tube that splits from one tube into two (or even three).
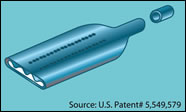
Multiple moving die parts shape this profile from a round tube to a flat oval with ribs inside. It’s used for surgical drains.
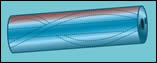
Specialty Silicone’s latest die technology creates spiral lumen paths that prevent kinking.
Change one tubing lumen into two, or two lumens into three, or even split one tube into two in a “Y” shape: These are some of the dramatic alterations that can be made “on the fly” with a novel articulated die concept available for license from Specialty Silicone Fabricators, a medical tubing maker in Paso Robles, Calif. It builds dies with moving components capable of extruding profiles that transform continuously from one shape to another.
Specialty Silicone’s shape-shifting Geotrans (geometric transition) die technology has been used so far only for the company’s silicone rubber tubing, but it can be licensed for non-medical thermoplastic applications.


Moving die parts
Specialty Silicone has patented a number of dies with moving parts:
- Continuous “Y”-shaped lumen has one lumen that splits into two or three inside a continuous tube.
- Lumens can start and stop, previously accomplished only by welding plugs in a secondary operation. This tooling (U.S. Patent 6,394,141, May ’02) raises and lowers tines in the die mandrel.
- Three moving die sections make a one-piece, “Y”-shaped tube (U.S. Patent 5,945,052, Aug. ’99) with one inlet tube that transforms seamlessly into two. Previously such tubes could be made only by welding individual tubes onto a molded “Y” connector, with the inherent risk that the welds could come apart. Specialty Silicone has even built dies to transform one tube into three.
- A one-piece surgical drain changes shape from a small round tube with 3/16-in. OD into a wide, flat hollow profile 10 x 4 mm and then back again (U.S. Patent 5,549. 579, Aug. ’96). The single lumen transforms from round to a flat oval with ribs on one side that keep the flat lumen from collapsing. The mandrel is round in front, sloping smoothly into a flat oval with lengthwise ridges on one side. As the mandrel oscillates back and forth in the die, it changes the lumen from round to ribbed oval. At the same time, die plates outside of the profile move in and out to reshape the outside from round to flat and back, keeping nearly constant wall thickness.
- Specialty Silicone’s latest tooling (patent pending) creates spirals inside a profile. For example, multiple lumens can loop or twist around each other inside a solid tube to prevent kinking. Spirals are made with a linear sequence of two or more “tortuous conduits,” threaded to give different cross-sections.
A solid panel can also be molded in the die wall in the form of a spiral baffle to provide static mixing or turbulent flow. “The lumen spins, stops, then spins in the other direction. The spirals go one inch in one direction, then reverse and spiral one inch in the other direction,” explains v.p. of R&D Charles Schryver, co-inventor of the dies. “Then the wall between the two lumens stops, and the two lumens flow together.”
- Specialty Silicone’s first patent simply creates tubing with a constant ID and variable OD (Patent 5,511,965 April ’96). This can produce catheter tubes with stiff, thick sections and thin, flexible sections. Variable OD is made by moving a ring forward and back against the die plate to alter the gap between the die opening and mandrel.
Good for thermoplastics?
An unanswered question is whether Specialty Silicone’s moving-die technologies will work with thermoplastics. Commercial designers and makers of profile dies for both silicones and thermoplastics give a qualified “yes.” Shear and viscosity requirements are similar, they say, except that thermoplastic extrusion provides continuous flow, while silicone extrusion can start and stop. Silicone dies need cooling channels, and thermoplastic dies need heating channels. Neither can be used in moving die parts.
“My gut feeling is that it could be done,” says James Rathert, general manager at die maker Genca. “But it would be complex.” He notes that moving parts could create pockets where thermoplastics could burn, while silicone doesn’t degrade in the die.












Related Content

How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read MoreWhy Compression Ratio is Important
Compression ratios have been pretty much standardized over the years, based on what has typically worked before. But there are quite a few variables that must be considered in order to get the optimum performance from your screw.
Read More
Fully Automated Extrusion Process Enables Use of Composites for Manufacturing Pressure Tanks
Amtrol was looking for a more cost-effective means to produce thin-wall liners for a new line of pressure tanks. With the help of a team of suppliers, they built one of the world’s most sophisticated extrusion lines.
Read More
How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More