
Nano Technology Moving Fast Into Blown, Flat Film
New technology to process nano blown films unveiled by Dow at Antec. Nano cast film, sheet advances too.

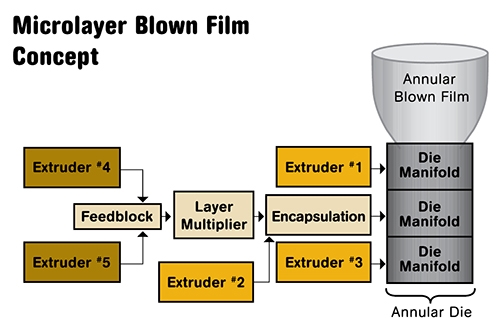
Schematic shows line configuration used by Dow to create blown film with 100+ layers. Once material is fed through the feedblock and flow divider, it goes to an encapsulation die then to a specially designed manifold within the film die.

Kuraray recently took the wraps off a five-extruder, seven-layer cast film and sheet line from Davis-Standard with nano capabilities furnished by Cloeren.
Active microlayer system from EDI relies on tooling that first forms a multilayer sandwich of barrier, adhesive, and active-component materials from three extruders, then multiplies that layer structure before combining it with two outer or skin layers of material from a fourth extruder.



Nanolayer extrusion technology is moving at breakneck speed. In blown film, Dow Chemical Company, Midland, Mich., recently discussed patent-pending technology for producing film structures with 100+ layers, while BBS Corp., Spartanburg, S.C., continues to advance its layer-sequence repeater technology for use with its modular disk die.
In flat-die systems, Kuraray America, Pasadena, Tex., opened a new R&D center for nanolayer cast film and sheet by investing more than $1 million in a pilot line furnished by Davis-Standard LLC and Cloeren Corp. Commercial applications for nano flat film have been thus far limited to stretch film, but as a supplier of EVOH barrier resins, Kuraray’s five-extruder setup suggests developments are afoot to push the technology into barrier cast film and sheet applications for food packaging.



Dow disclosed its technology in a paper in Boston last month at SPE’s ANTEC 2011 convention. Dr. Joseph Dooley, a Fellow at Dow’s Materials and Parts Processing Group, delved into a new process for producing nanolayer blown film that uses feedblock and flow-splitting technology common in flat-die extrusion. In this new configuration, the nanolayers formed by the feedblock and flow splitter are fed into an encapsulation die that is also receiving material from another extruder. Then, the structure goes to a single manifold of a multi-manifold blown film die for final production (see illustration). The blown film manifold containing the encapsulated nanolayers is a crosshead-style configured with overlapping flow channels to mitigate the formation of weld lines.
Dr. Dooley reported that initial experiments were conducted with Dow’s LDPE 501 grade in all of the layers on a 7-in. die. Alternating microlayers were pigmented to allow examination using optical microscopy. The final 34-layer film structure consisted of 27 alternating microlayers in the core, plus top and bottom encapsulation layers and five layers from other die manifolds. Film thickness was 2 mil, and the 27-layer microstructure comprised about 8% of the core layer.
In another test, Dow ran a combination of LDPE 501 alternating with its Affinity 1140 polyolefin plastomer to construct a 114-layer film consisting of 108 core layers, top and bottom encapsulation layers, and four additional layers from four die manifolds. Atomic force microscopy images revealed that the 108 core layers were intact near the die entry and in the overlap region.
The Dow presentation did not cover how this technology affects film properties, noting that the purpose of its paper was to demonstrate nanolayer processability with its newly developed technique. Dow reports that a similar setup has been used to produce blow molded bottles.
Interestingly, this is not the first time that flat extrusion feedblock technology was used to make nanolayer blown film. In the 1990s, Eric Hatfield at James River Corp. (now part of Atlanta-based Printpack) developed a melt-flow multiplier for a pilot line in Cincinnati. Hatfield also designed an 11-layer, 22-in.-diam. blown film die that he described as a “round cast film die.” The plan, he recalls, “was to use the same multiplier principle on it. The die was designed such that we ran 17 radically different barrier trials in 12 hr on it.” Hatfield is currently manager of technology implementation at specialty film processor Clopay Plastic Products, Mason, Ohio.
BBS, meantime, continues to fine-tune its layer-sequence repeater (LSR) technology, reports company founder Hank Schirmer. The flow dividers are standardized at 25 nanolayers and can be placed anywhere within the company’s modular disk dies, making what Schirmer describes as “unthinkable combinations in units of 25 nanolayers.” An example, he states, might be a 75-nanolayer structure using micro-layers between each of the three 25-nanolayer bundles. BBS technology is available on full-scale blown film lines from Guangdong Jinming Machinery Co. Ltd., China.
At SPE’s Polyolefins 2011 Conference this past February, Schirmer reported trial runs of his LSR that resulted in lower melt temperatures for EVOH when it was in nanolayer form. “This indicated a more formable crystal structure, and this was demonstrated by stretch-orienting the tubing containing both nylon 6 and EVOH in nanolayer form,” Shirmer states. “So we think that other crystalline polymers behave in similar fashion and we are pursuing 0.1-mil stretch/soft shrink film that contains PP/EVA in 25 alternating nanolayers.”
In what’s believed to be the first commercial application of nanolayer blown film, Sealed Air, Elmwood Park, N.J., last year introduced the Cyrovac line of shrink films made by its patented nano process. These films are said to offer better performance than films twice as thick.
FLAT FILM/SHEET ADVANCES
In flat-die developments, Kuraray recently opened a new pilot line in Texas featuring extrusion, downstream, and controls technology furnished by Davis-Standard, Pawcatuck, Conn., and a die and nanolayer feedblock from Cloeren, Orange, Tex. The line features five extruders—sized from 1 to 2 in. diam.—and Davis’ EPIC III line control system. The system can run a wide range of thicknesses from 1 to 60 mil (an air knife can be deployed for thin-gauge trials).
The die is a seven-layer design, but the Cloeren feedblock permits configurations up to 21 layers. More than 50 processors attended an open house Kuraray held in April to unveil the line. Robert Armstrong, Kuraray’s director of technical services, reports that preliminary work showing that nanostructures improve properties such as stress-crack resistance and orientation will pave the way for applications requiring increased shelf life. He cited bag-in-box wine as one of these possibilities.
In another development, Extrusion Dies Industries, LLC (EDI), Chippewa Falls, Wis., has developed a patent-pending technology that combines the concepts of active packaging and microlayer extrusion. Called “active microlayer,” the technique reportedly yields film and sheet in which the layer-multiplication technique is applied not only to the barrier polymer but also to active components such as oxygen absorbers or desiccants. This is said to add a new dimension of oxygen and moisture control to food packaging, likely extending barrier properties beyond the limits of standard test procedures.
EDI has already shown significant increases in shelf life of retort and hot-fill containers, stand-up pouches, and vacuum skin packaging by dividing and recombining the barrier layer to create many micro-barrier layers.
The combined protection of food contents by multiple—even dozens—of barrier and active layers appears to be greater than standard tests for oxygen and moisture ingress are designed to measure, according to Gary D. Oliver, v.p. of technology. EDI plans to produce samples for a new battery of tests at its Technology Center and then have the results confirmed by an outside laboratory.
















Related Content

Die-Service Cart Upgraded to Handle Screws, Chill Rolls
Processing Technologies International LLC has released its next-generation flat die servicing system, the uCAMS (Universal Cleaning Assembly and Maintenance System) Plus.
Read More
Roll Cooling: Understand the Three Heat-Transfer Processes
Designing cooling rolls is complex, tedious and requires a lot of inputs. Getting it wrong may have a dramatic impact on productivity.
Read MoreRohm, SABIC Combine on New Film, Sheet Unit
Called Polyvantis, new firm to be a global powerhouse in PC and PMMA extrusion.
Read More
Macro Names Anzini Tech Sales Manages for Southeast
Has worked in technical roles for leading processing companies in his career of 40+ years.
Read MoreRead Next

Novel Melt Blending Technology Commercialized in Micro- and Nanolayer Films
The first two commercial devices have been installed to melt blend two or more polymers using a structured fluid-dynamic mixing process known as “chaotic advection.” This process creates unusual micro-scale and nano-scale phase morphologies that potentially can optimize extruded film properties using fewer materials and extruders than with highly layered coextrusion.
Read More
Nanolayers Come to Tubing
Nanolayer technology, an active area of development in films, is also making its way to tubing extrusion.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More