
New Approach to Micro Molding to Debut at K Show This Month
Close Up: Injection Molding
It has clamping and injection systems unlike any other machine on the market.


New M3 micromolder from MHS-Mold Hotrunner Solutions is designed for fast, cost-effective prototype molding or mass production, with a seamless transition between the two.
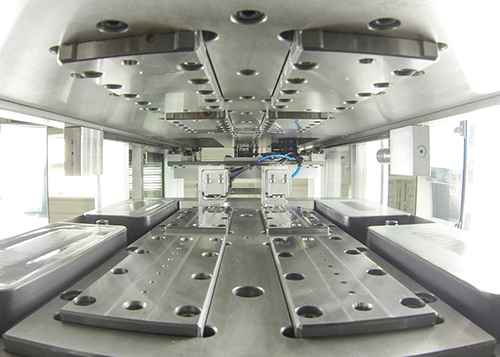
A view looking up into the clamp section from below shows the four cavity inserts and four electromagnets that provide 4 tons of clamping force. Integral parts remover is at center.
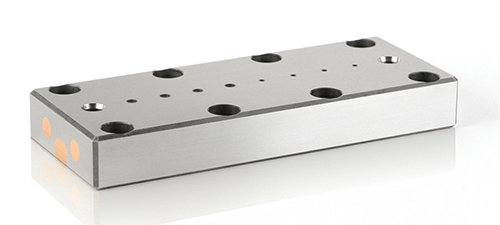
Modular tooling consists of four inserts, each with eight micro cavities. Each insert can mold two different part shapes and sizes, allowing for eight different part designs to be molded per cycle.
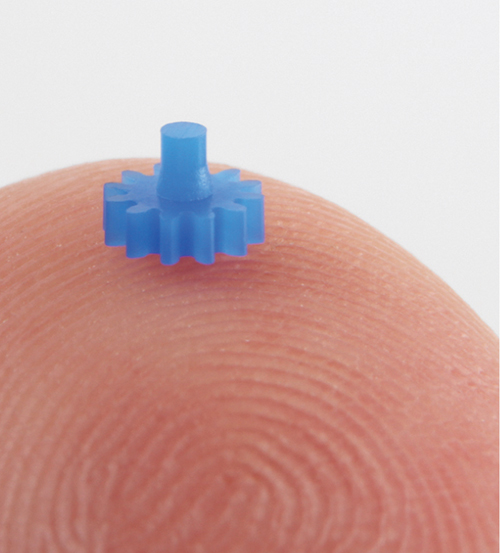
At K, the M3 will mold several different micro-gears simultaneously in a 5-sec cycle. They will range from 5 to 10 mg and 3.5 to 6 mm.
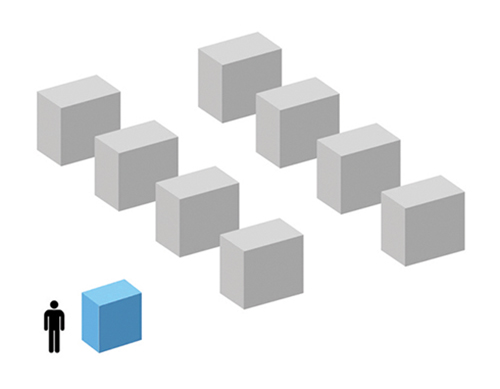
Compact footprint and high productivity are advantages of the M3 system. It measures 1907 x 717 mm x 2300 mm high.


With both clamping and injection systems unlike any other machine on the market, the M3 High Volume Micro Molding Machine will make its first public appearance later this month at the K 2013 exhibition in Düsseldorf, Germany. This is the first complete molding system offered by MHS-Mold Hotrunner Solutions, Georgetown, Ont., a supplier of hot-runner systems. It is aimed at part weights below 50 mg and part volumes up to and exceeding 150 million parts/yr.
The machine is operated with a combination of electric servo motors and pneumatics. It is compact, measuring 1907 x 717 mm x 2300 mm high.
NOVEL TWO-STAGE INJECTION
The fundamental principle behind the design of this machine is minimizing melt residence time in order to preserve material quality, says Harald Schmidt, president of MHS. To that end, the M3 system is designed both for minimal melt inventory and also for the lowest practical melt temperature.
The injection system starts with a stationary (non-reciprocating) screw of 18 mm diam., the smallest that can accept standard pellets. (Larger screws could be supplied, if needed.) The screw operates on an intermittent basis, supplying melt to eight micro-plungers. These injectors are independently controlled and capable of up to 15,000 psi injection pressure. Each injector feeds directly into an MHS hot-runner valve-gate nozzle for direct gating into the mold cavity. These nozzles have 0.028-in., pneumatically actuated pins. Accumulation of the melt for each shot so very close to the gate avoids variations in shot volume that can arise from melt compressibility, Schmidt says.
Another unusual feature of this system, he points out, is that the plasticating screw delivers melt to the plunger injectors at a temperature below that normally required for filling a mold. That temperature is increased somewhat in the plunger, and increased further to final injection temperature in the hot-runner nozzle. This step-wise increase in melt temperature is the gentlest possible way of handling the melt so as to preserve maximum material properties while achieving good processability, Schmidt states.
MAGNETIC CLAMPING
The 4-ton clamp is perhaps the first to involve no pushing mechanism to force the platens together. Rather, the platens are pulled together by four electromagnets mounted in the corners. A linear electric motor accomplishes mold opening and closing. There are no tiebars, and the platens ride on rails. The ejector mechanism is built into the platens. Schmidt also notes that this clamp system allows for a large daylight opening of 18 in. and ample access from all sides to allow for in-cavity parts inspection and maintenance access.
MODULAR MOLD INSERTS
The platens serve as mold bases for four cavity inserts, each containing a row of eight micro-cavities. Those cavities are divided into two groups of four that can be two different part weights and shapes. That allows for molding eight different parts per cycle.
The M3 reportedly can mold 32 direct-gated parts with shot weights down to 5-10 mg every 5 sec with no waste. By adding small sub-runners to the inserts, it could be possible to mold 64 or 128 parts per cycle. Minimum cavity spacing is 18 mm. Another option is to convert the arrangement into two rows of 16 parts for a 2K overmold process with robot transfer between the first and second cycle.
Besides offering flexibility and costeffectiveness, this tooling concept allows for quick scale-up from prototype to production volumes, Schmidt says, because the process conditions would be identical for both. (Blank inserts could be used to run as few as four cavities for prototyping.) This provides a particular benefit for medical molders, because they could rely on the validation obtained for the prototype parts when scaling up to production volumes, he adds.
SELF-CONTAINED MOLDING CELL
The enclosed M3 system is designed for clean rooms. It has integrated automation—a linear arm that enters the mold area from above to demold parts by vacuum. It can also be configured to enter the mold from the side or bottom. This is convenient for reel-to-reel processes. Also, the cavity arrangement can be converted to two rows of 16 for a 2K overmolding process, with robot transfer between the first and second cycle.
Also included is an electronic camera to inspect parts while still in the cavities for quality checks. Inspection takes less than 1 sec for all 32 parts, even if there are eight different part designs.
The system also comes with dual touchscreens and a material loader.












Related Content

US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
Pregis Performance Flexibles: In the ‘Wow’ Business
Pregis went big and bold with investment in a brand-new, state-of-the-art plant and spent big on expanding an existing facility. High-tech lines, well-known leadership and a commitment to sustainability are bringing the “wow” factor to blown film.
Read More
Medical Molder, Moldmaker Embraces Continuous Improvement
True to the adjective in its name, Dynamic Group has been characterized by constant change, activity and progress over its nearly five decades as a medical molder and moldmaker.
Read More
Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More