
New Hybrid Machine Platform Focused on Customization, Integration, Energy Savings
After five years of product development behind the scenes, Athena Automation is ready for its close-up.

Robert Schad’s encore after Husky was founding Athena Automation to pursue new design ideas for flexible, customizable, energy-efficient injection presses, a 300-m.t. version of which is shown below.

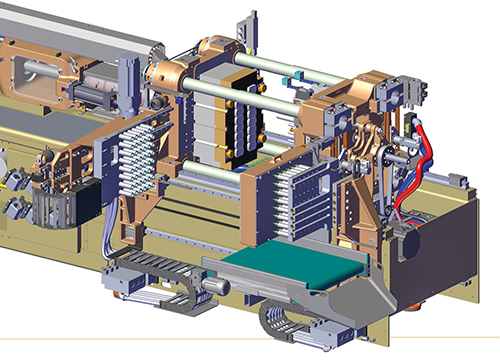
Athena’s side-entry robot and PET post-mold cooling unit are mounted compactly on the machine base. They are shown in the maintenance position, leaving ample space for mold and tooling access.
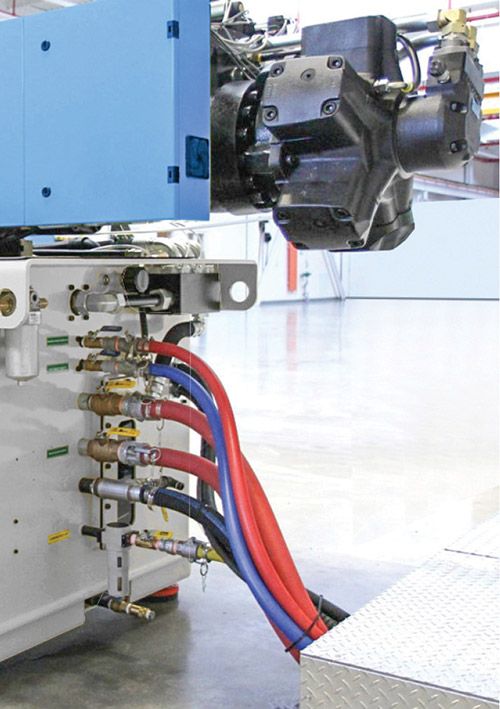
One element of the machines’ clean and simple design is the routing of all services through the machine base from connections at the injection end.
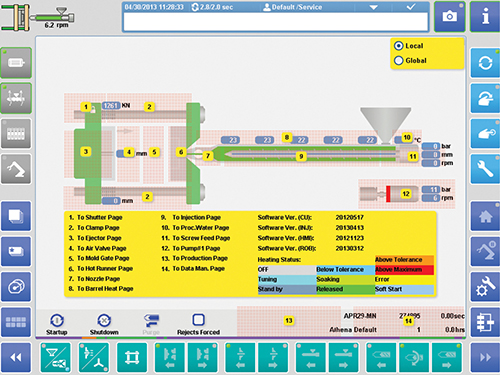
Machine overview page on the 15-in. touchscreen is designed to be the central point of navigation (contextual help shown). All settings can be reached with two taps. Robot and hot-runner controls are accessible from this interface.


After five years of product development behind the scenes, Athena Automation is ready for its close-up. In May, the latest brainchild of Robert D. Schad, founder of Husky Injection Molding Systems, opened its doors to its first open house for customers and the press. Located in Vaughan, Ont., close to Toronto airport, Athena has launched a new design of hybrid injection presses and side-entry robots aimed at PET preforms, packaging, closures, medical, and technical parts.
Athena’s initial focus is on PET preforms. It has teamed up with SIPA of Italy (U.S. office in Atlanta) to provide total solutions, from preform and bottle development to filling and palletizing. SIPA is handling sales, service, and integration of PET systems on an exclusive worldwide basis under the XForm label, while Athena will provide those functions under its own name for other applications.
Athena assembles its machines from purchased components, many of them custom-made by local suppliers. It employs 58, including some former Husky and Engel Machinery staff, in a 40,000 ft² facility on 20 acres of land, where Athena envisions adding a second, larger building in 2015.
CLEAN, COMPACT, EFFICIENT
After retiring from Husky and selling majority ownership to a venture capital firm, Schad started Athena Automation Ltd. in 2008. His goal was to try some new approaches to creating a “highly customizable platform focused on energy efficiency, process repeatability, and reduced space requirements.” The result was a clean and simple design tailored for easy integration of robotic automation, hot-runner controllers, dual injection, stack molds, rotary cube molds, in-mold assembly, in-mold labeling, and more.
Its first product is a 150-metric-ton press, five of which have been sold. The first commercial unit will be displayed by SIPA at the Drinktec exhibition in Munich this September and at the K 2013 fair in Dusseldorf the following month. The A300 (300 m.t.) will be available later this year, and Athena is considering sizes up to 450 m.t. for the future.
SIPA offers its own preform injection press of 500 m.t., suited to high-volume production of standardized soft-drink and water bottles with molds for up to 144 cavities. Athena’s smaller machines are aimed for up to 96 cavities, which Schad describes as the new “sweet spot” in the market for custom bottle preforms
fine-tuned for minimum weight in a particular application.
The A150 (150 m.t.) is available with either a reciprocating screw (85 mm diam.) or two-stage reciprocating-screw/plunger system (85 + 85 mm) with rotary shutoff nozzle and static mixer. Larger injection units are being designed so that each clamp size can ultimately be paired with three injection unit sizes, each accepting three screw diameters. Athena currently has prototype A150 presses with reciprocating-screw and two-stage injection in its lab, as well as an A300, available for demonstrations and mold trials.
Athena machines have a two-platen clamp for the shortest possible footprint. Electric servo drives power the clamp stroke, ejector, and locking shutters. Four hydraulic clamp cylinders are located at the corners of the fixed platen. Clamp pressure, plastication, and injection are powered by electric servo-driven hydraulic gear pumps. Energy during braking is recovered and returned to the power-supply system.
According to Athena sources, this configuration uses very little oil and no sensitive servo valves, and it provides energy efficiency virtually identical to all-electric machines. According to Jim Overbeeke, v.p. of sales (a Husky alumnus), three tests of an A150 and A300 against two brands of all-electrics molding
closures in 24 and 32 cavities showed equivalent energy efficiency. The A150’s energy usage, he says, was less than half of that of an accumulator-assisted, fully hydraulic press.
The new machines are also fast, Athena reports. An A150 at Athena was demonstrating a non-PET packaging application, molding PP yogurt cups in six cavities on a 4.4-sec cycle. The A300 in Athena’s lab was molding LDPE consumer closures in 32 cavities on a 7.7-sec cycle.
Molders may get some ideas for energy efficiency from the design of the Athena facility itself, which is reportedly one of the most energy-efficient industrial buildings in Canada. It features rooftop solar panels, geothermal cooling and heating, large skylights, motion-activated LED lighting, and variable-speed drives on the resin dryers for the lab machines.
The new machine design is said to be structurally very rigid, with a one-piece base for sizes up to 300 m.t. The clamp is designed to deflect much less than other two-platen designs. The A300 has deflection equivalent to a three-platen, centrally supported hydraulic press, according to Overbeeke. The clamp rides on wide linear guides, so there is no grease on the tiebars, allowing for “clean” molding conditions. Cleanliness is also promoted by sealed, water-cooled servo motors and 150-mm floor clearance under the press for easy cleaning. What’s more, all services (air, water, vacuum) are routed through the machine
base and the connections are grouped together at the injection end of the machine.
EASY INTEGRATION
Athena designed its own side-entry robot for high speed, compactness, and easy integration with the press. It comes in a two-axis PET version with built-in cooling and end-of-arm tooling aligned with the mold to allow easy changeovers, or a general-purpose version with a third (vertical or “y”) axis. A fourth axis for stacking capability is also available. For PET applications, up to three cooling stations can be built into the robot and another three stations in a postcooling fixture mounted parallel to the robot alongside the clamp (see illustration).
The robot is mounted to the machine base, eliminating a floor-standing frame. It boasts 0.6-sec in/out time, and its z-beam folds in against the machine for easy shipping and fast setup on installation. No separate robot control is needed, since the controls are fully integrated with the machine controller.
Also integrated with the machine controls are hot-runner controls, so no separate controller is needed. At present, Athena is working with Mold-Masters hot runners (recently acquired by Milacron LLC).
Athena machines have distributed controls (using components from B&R Automation in Austria) designed for modular expansion, minimum wiring complexity, and easy maintenance. The injection control cabinet is mounted on the injection unit, eliminating the need to route long cable bundles from the main control cabinet in the machine base. Hot-runner controls are also located in the machine base.
The operator control interface is a 15-in. touchscreen with a machine overview page as the central point of navigation (see photo). Smart Tool Tips help operators find all functions easily, and different functions are distinguished by different pushbutton colors. All settings can be reached with two taps. The cycle time is permanently shown at the top of the screen, and the dashboard with all actual values can be displayed at
any time. Other features include one-touch auto shutdown and startup, integrated machine manual and schematics, mold-maintenance tracking, and a real-time Energy Manager screen that shows where and when energy is being consumed during the process. Both power drawn and energy consumed can be viewed for each machine axis to help fine-tune a process to minimize energy use. Options include remote troubleshooting and service via the internet and machine status notifications via email.
















Related Content

Improve The Cooling Performance Of Your Molds
Need to figure out your mold-cooling energy requirements for the various polymers you run? What about sizing cooling circuits so they provide adequate cooling capacity? Learn the tricks of the trade here.
Read More
How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More