
New Injection Machines and Processes To Debut at K 2007
A brand-new line of all-electric machines priced on par with comparable hydraulic presses and the first public demonstration of insert molding RFID chips into plastic parts will be two highlights of the Engel display at the mammoth K 2007 show in Dusseldorf, Germany, this October.





Engel will introduce the compact, all-electric e-max line, priced the same as its hydraulic presses.
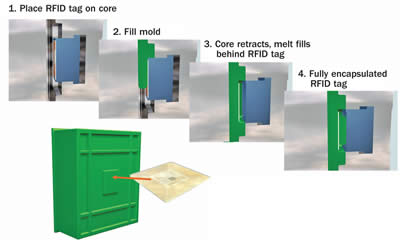
Engel will demonstrate insert molding RFID labels into plastic parts. The film label with embedded microchip is robotically placed on a moving core, which retracts after injection so the film label can be fully encapsulated.
Engel’s new Exjection process uses slow filling of a sliding mold to produce long profiled parts that would be difficult to make by conventional injection or extrusion.

A brand-new line of all-electric machines priced on par with comparable hydraulic presses and the first public demonstration of insert molding RFID chips into plastic parts will be two highlights of the Engel display at the mammoth K 2007 show in Dusseldorf, Germany, this October. Engel provided an advance look at its show plans, which include new high-speed packaging machines and new or improved processes for on-press material formulating; combining injection and extrusion for long, profiled parts; water injection molding with two materials; thermal cycling the mold to make parts with microstructured surfaces; and one-step multi-component molding of auto interior parts without need for separate skins or foams.



All-electric at no extra cost
Top billing at the Engel exhibit will go to its new e-max line, which will be priced no higher than its comparable hydraulic machines. No longer will price determine whether a molder chooses hydraulic or all-electric technology, Engel says. E-max will become Engel’s “basic” or general-purpose electric machine, with limited options, though its applications can overlap somewhat with Engel’s higher-end e-motion electric machines, which are aimed more at technical, medical, and electronic parts and high-speed packaging.
Available later this year in 50, 100, and 180 metric tons, e-max presses will be shorter, narrower, lower in height, and lighter in weight than all other Engel machines. They will have water-cooled electric servo motors, a belt-driven ball-screw for the toggle clamp, and two more for the injection unit. Using an Ethernet bus to reduce wiring, the control cabinet is only one-third the usual size.
Injection speed can be as fast as 450 mm/sec and dry-cycle time as short as 1.05 sec at 150-mm stroke. Injection-pressure consistency is said to be within less than 0.2% and part-weight reproducibility is said to be tighter than 0.01% standard deviation.
Energy recovery through active braking is standard. Engel says this saves little on long cycles, but on short ones—10 sec or less—it can provide savings in “double-digit percentages.”
Engel will also show the newest and currently largest model in its speed line of hydraulic toggle (tiebar) presses for high-speed packaging jobs. Introduced in a 125-m.t. prototype at K 2004 and also shown at NPE 2006, the speed series now has four models of 180, 280, 380, and 500 m.t.
In addition, Engel will show a new tiebarless medical injection machine with electric injection unit and special provisions to prevent gaseous emissions from the nozzle and heat dissipation into the clean room. It will be used with electrically heated mold inserts to mold medical diagnostic parts with microscopic surface details. (Such “vario-thermal” mold heat/cool cycling will also be shown eliminating weld lines in PC/ABS cell-phone housings.)
RFID label molded in
RFID labels or “tags” are the next-generation technology for tracking and identifying all sorts of products in commercial, agricultural, infrastructure, and military uses. One factor limiting their spread has been cost, which would be reduced if secondary operations were not required to apply a label containing a microchip to a product or package. For plastics products, the goal is to apply the RFID tag by in-mold labeling or insert molding, but the hurdle has been to ensure that the tag can withstand the molding heat and pressure. Apparently, those hurdles have been overcome, because Engel will demonstrate “damage-free” insert molding of RFID tags at K in cooperation with Austrian moldmaker ifw mould tec GmbH.
A “core-back” process is used, whereby the RFID label is placed by an Engel robot on the end of a retractable core that projects into the melt stream during filling. As soon as the melt has bonded with the film covering of the label, the core retracts, leaving behind the RFID label, which is then fully encapsulated by the melt. Key requirements are to control the melt temperature and filling speed, according to v.p. of R&D Georg Steinbichler.
Injection/extrusion combo
“Exjection” is a new process that combines extrusion and injection to produce long, profiled parts for automotive, aerospace, and construction uses. The method provides more design freedom than profile extrusion (i.e., to integrate projecting elements or end fittings) and overcomes the flow limitations of injecting long, thin parts.
What makes this different from previous “intrusion molding” approaches is that the mold moves vertically while melt is gradually injected. Steinbichler says the key criterion is to coordinate the speed of mold movement with the speed of injection to maintain a constant and adequate pressure in the mold. He says this requires the precise control ability of the all-electric e-motion machine (in this case, tiebarless to accommodate the moving tool). The mold itself is driven by an electric servo motor and ballscrew. At the show, a 55-m.t. e-motion press will mold 930-mm profiles with a wall thickness of only 1.2 mm. The process produces low residual stresses and can incorporate inserts, says Steinbichler.
Formulating on the press
Another novelty at K 2007 will be Engel’s system for compound formulation development on the injection machine. The idea is to let materials suppliers or other processors who develop their own formulations to produce and test up to 250 different recipes a day—10 to 50 times more than could be accomplished with conventional compounding followed by molding test plaques and then instrumented testing. Working with German materials R&D firm polyMaterials AG, Engel’s High Throughput Screening (HTS) system consists of a twin-barreled e-motion press with each barrel fed by a gravimetric metering/blending system for up to eight components. Each plasticating unit has a static mixer, and a third static mixer blends the combined streams. The idea is to change the mix ratios on one or both hoppers to change the composition within a few shots.
More with multi-materials
Two more Engel displays at K will update other multi-component technologies. The “Dolphin” process for molding soft-touch auto interior parts, introduced at NPE 2006, is now said to be ready for mass production. Engel will mold arm rests in collaboration with Johnson Controls GmbH, BASF, and other partners. Dolphin produces parts with a rigid substrate, soft skin, and intermediate foam cushioning layer without the need for separately slush molded PVC or TPU skins plus PUR foam. Significant cost savings are claimed.
Dolphin injects a glass-filled PBT substrate with one barrel while the other injects a special TPE for the skin. A mold decompression step (partial mold opening) after injecting the TPE allows the latter to expand using Trexel’s MuCell microcellular foaming process while retaining a solid skin. A stack mold with a rotating center cube is used for the two-stage process. In the future, Engel hopes to apply the process to furniture and to expand it to four-component injection.
Engel will also demonstrate water injection molding of a branched auto engine cooling pipe with a modified PP lining and glass-filled nylon outer layer. Coinjection with water of a similar product was shown at K 2004 by Krauss-Maffei.
















Related Content

Molder Opts for Machine Flexibility for Complex Jobs
AE Plast opted for tiebarless multimaterial Engel victory machines as it took on complex parts for the appliance and power tool market, including a 3K housing for Dremel’s rotary tool.
Read More
Completely Connected Molding
NPE2024: Medical, inmold labeling, core-back molding and Industry 4.0 technologies on display at Shibaura’s booth.
Read More
Dual Injection Units on a Smaller, Electric Press for 2K Medical Molding
Engel extends its combi M dual-injection unit technology to a smaller tonnage machine with a horizontal indexing table for the first time at K 2022.
Read More
Video: Ultradent Bags Both Hot Shots Prizes at PTXPO 2023
Topping five other entries in voting by fellow molders, the Ultradent team talks about their Hot Shots sweep.
Read MoreRead Next

NPE 2006 News Wrap-Up: Injection Molding
Advances in electric drive technology were evident in nearly every injection machine builder’s booth in Chicago.
Read More
Two-Material Automotive Part Is Cored Out with Water
A three-stage injection process involving nylon, polypropylene, and water assist was demonstrated at the recent K 2004 show in Dusseldorf, Germany.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More