
New Injection Screw Breaks the Rules, But Fixes Many Molding Defects
“Revolutionary” screw design turns conventional plastication theory upside down.


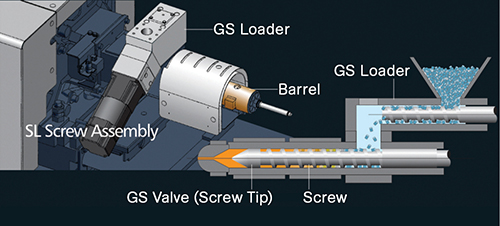
Key components of Sumitomo Demag’s SL Screw Assembly are the 13:1 zero-compression screw, GS Loader for controlled feeding, and “leak-free” GS valve.


A novel screw design for injection molding is fairly described as “revolutionary” because it turns conventional plastication theory on its head. Decades-old single-screw theory holds that melting should be accomplished almost entirely by shear heating from mechanical work (friction) imparted by the screw. According to this theory, barrel heaters are used only to prevent heat loss to the environment.
But the new T-Rex screw assembly, designed by Spiral Logic Ltd. of Hong Kong has no compression zone or compression ratio, and all the heat input for melting comes from the heater bands. Spiral Logic says this “non-compression” screw accomplishes better and more uniform melting in a shorter barrel—only 13:1, two-thirds the conventional length. It avoids uncontrolled shear heating, which is said to result in inconsistent melt temperature, pressure, density, and viscosity, as well as resin degradation and resulting “black specks.”



The T-Rex screw assembly is just now being introduced to the U.S. It was part of a molding demonstration at NPE2012 in Orlando this spring in the booth of Sumitomo (SHI) Demag, Norcross, Ga. Sumitomo and Spiral Logic cooperated in developing a version called the SL Screw Assembly, which is offered as a standard option on Sumitomo’s new SE-EV all-electric series (discussed in our June show report) and is available for retrofit on existing SE-DUZ all-electric units. Sumitomo Demag has an exclusive license for use of the screw assembly on injection machines in the U.S.
Spiral Logic chief engineering officer Trevor Spika says the T-Rex screw assembly also breaks with “the old standard of designing plastics equipment based on one material, polystyrene. Engineering-grade plastics include far too many variations to ignore their different processing requirements. For example, liquid-crystal polymer (LCP) has a very low viscosity and a very hard pellet. But TP elastomers are just the opposite. This presents significant challenges in processing a wide variety of materials with one machine design using a reciprocating screw.”
Spiral Logic reportedly overcomes this challenge with a new injection-unit assembly. The new screw works together with Spiral Logic’s GS Loader and GS check valve. The GS Loader provides controlled feeding, rather than the usual unrestricted “flood” feeding, and the GS check valve counteracts leaks by providing 100% positive shutoff when the screw rotates 120° in the reverse direction. Spika notes that the seal ring does not rotate with the screw, avoiding wear.
Controlled feeding reportedly reduces screw and barrel wear by reducing congestion and pressure in the feed zone. Instead of melting a solid bed of material, the T-Rex screw accomplishes “uni-layer” melting of a smaller mass of material on a first-in/first-out basis. Buildup of pressure in the feed zone can compact pellets into a solid mass that acts like a nut on the rotating screw. According to Spika, this pressure can cause the screw to retract based on the feed-zone solid material pressure, not on the pressure of the melted material in front of the screw. This causes a large variation of melt pressure, resulting in the common problem of random short shots—an issue Spika says disappears with the T-Rex screw. He also says there is no longer need for water cooling to prevent premature pellet melting and clogging of the feed zone.
Spika says that extensive tests show that consistent and thorough melting dramatically reduce the injection pressure and cavity pressure necessary to fill parts such as a fine-pitch connector of LCP. The total effect of the screw, feeder, and check valve reportedly include 13% lower power consumption, 60% less cushion fluctuation, and 74% less variation in cavity pressure.
What’s more, elimination of the compression zone reportedly ends the plague of black spots from stagnant, degraded material on the screw, and allows much faster color and material changes.
The T-Rex screw assembly can also cure blistering of LCP parts like connectors, Spika says. He explains that with a conventional screw, low-viscosity plastics like LCP can easily allow unmelted material to enter the product. If the melt flow in thin flow channels becomes partially blocked by unmelt, it can cause turbulent flow that can trap air and cause voids that become blisters when they occur near the product surface and that surface is later exposed to high-temperature, lead-free soldering.
Longer screw and barrel life reportedly result from an unexpected benefit of the new screw assembly. According to Spika, Spiral Logic has found that corrosion of screws and barrels can be caused by water in the pellets that achieves a supercritical state at temperatures above 374 C (705 F) and pressures over 22.1 MPa (3205 psi) during plastication. Supercritical water is strongly acidic, Spika says, and attacks screws and barrels. With Spiral Logic’s controlled feeding, there is free air flow out of the barrel and back up through the hopper to vent moisture that would normally be trapped in the barrel until it reaches a supercritical state.
One molder who enthusiastically confirms the claims for the new screw assembly is Stuart Kaplan, president of micromolder Makuta Technics, Shelbyville, Ind. Although Makuta does not yet have the SL Screw Assembly on its Sumitomo machines in the U.S., its sister facilities in Hong Kong and Japan have used it successfully, he reports. Kaplan is looking forward to its arrival on new machines the company plans to install at Shelbyville next year (see below).
Tricky Medical Part Molded with SL Screw at NPE

Sumitomo Demag demonstrated the SL Screw Assembly at the show in a high-precision medical micromolding application on a 55-ton SE50DUZ press. The part was a 57.5-mm-long, hairpin-shaped device molded of Ultem polyetherimide from SABIC Innovative Plastics. Called a “barb stop,” it is used in U.S. Endoscopy’s iSnare system for removal of intestinal polyps during colonoscopy.
The 0.772-g part’s barbed legs are around 400 μm wide at the barbs, and the end where they are joined has a 500-μm hole. Molding tolerances are 25 μm. The two-cavity mold came from micromolder Makuta Technics, Shelbyville, Ind. It uses an unusual arrangement of dual gates on both ends, with pin gates feeding into side gates, in order to handle the high-viscosity material.
Stuart Kaplan, Makuta’ president, was present at the molding demonstration at NPE. He said this is a challenging part to mold with this high-tech resin. The same part is molded at Makuta without the aid of the SL Screw Assembly, but Kaplan said the new equipment “will make it much simpler to get consistent parts without the more extreme processing conditions and without pushing the machine as hard as we do now.”
















Related Content

Arterex Acquires Micromold
The medical device contract manufacturing company with eight facilities globally has purchased the Riverside, California-based micromolder.
Read More
X2F and Covestro Collaborate on Innovative In-Mold Electronics for Automotive Lighting
Thermally conductive PC heat-sinks produced with X2F controlled viscosity molding.
Read More
Innovative Micro-Molding From Minnesota Machine Shop
Machine shops are natural inventors, but not necessarily suited to supporting and marketing a product. This Minnesota shop with an invention related to micromolding will share it through licensing.
Read More
IMM Cells Display Communications, Energy Measurement and Energy Recovery
NPE2024: Wittmann will feature five injection molding machines incorporating its range of robotics and auxiliaries, with all products employing industry 4.0 communications, energy measurement and a brand-new red color.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More