New Standard & Labeling Proposed for Dryer Energy Ratings
Some sources say energy is the second largest cost in plastics processing after raw materials.




Wittmann has proposed a new European standard by which each dryer would carry an Energy Rating label such as the type Wittmann is now putting on its dryers. It defines the maximum output of drying air at the test temperature (Air Capacity), the Basic Load of the dryer (independent of resin), and that base load in terms of kwh/1000 kg of drying air at the test temperature.
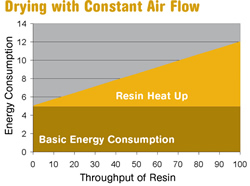
For a common type of conventional desiccant dryer, the base load (Basic Energy Consumption) is fixed, while the Resin Heat-Up energy varies with throughput rate. The base load is determined by the dryer, independent of the resin, while the heat-up energy is determined only by the resin’s specific heat, storage temperature, and drying temperature.
Some sources say energy is the second largest cost in plastics processing after raw materials. And resin dryers are well-known energy hogs. Which is enough to explain why energy efficiency of dryers continues to be an active topic of discussion and marketing claims. In order to cut through the tangle of conflicting claims, some drying equipment makers have attempted to find an objective basis of comparison (as we reported in June 2007).
Those attempts themselves have aroused controversy, but that has not discouraged all efforts to find a “universal” solution. The latest proposed solution was developed by the Austrian parent of Wittmann Battenfeld Inc., Torrington, Conn., and has been offered to EUROMAP, the European association for plastics and rubber machinery manufacturers, as a template for establishing a rating standard. It involves both a testing method for dryers and a sticker or label to present dryer energy ratings in a standard format. The test protocol was presented in a paper at last year’s SPE ANTEC meeting in Chicago, co-authored by Sonny Morneault, material handling and drying systems manager, and Andreas Vierling, chief development officer. The complete protocol can be found at the website (wittmann-group.com) in the section on dryers, under the heading “Energy Rating.”



RATING IS NOT RESIN-DEPENDENT
Wittmann’s dryer energy rating system was developed over the past seven years, originally for internal use to determine practical throughput capacities for its dryers and to compare different models and types of its own dryers.
A key feature of the rating protocol is that “it eliminates the variable of the resin,” says Morneault. The test protocol is designed to determine how much hot, dry air a dryer can produce at a specified temperature, how much energy it consumes to produce that quantity of drying air, and what is the quality (dewpoint) of that air.
According to Wittmann, a dryer’s energy consumption has two components: a base load, which is the energy to produce hot, dry air, and the heat-up load, which is the energy to heat the resin up to the optimal temperature for extracting moisture. The base load is influenced only by the dryer design, and the heat-up load is influenced only by the resin. So Wittmann’s test protocol focuses on the dryer’s base load, or “basic energy consumption” in the chart opposite. The chart shows the base and heat-up loads for common desiccant dryers that have constant airflow and no return-air cooler (aftercooler). The base load for this type of dryer is nearly constant at all resin throughputs; only the heat-up energy varies with throughput. (In dryers with variable airflow, both components are throughput-dependent, but heat-up energy is much more so.)
The test is performed with a drying hopper sized to simulate the dryer’s maximum throughput capacity (about 3-hr residence time). The test is performed with the hopper full of resin. The resin type doesn’t matter, since it is there merely to create a realistic pressure drop. The test is static—i.e., no resin flows through the hopper. A chiller is placed in the return-air circuit to simulate the energy absorption by the resin in actual drying. The chiller is set to cool the return air to 45-50 C (110-120 F). If the dryer has a dewpoint sensor, it would be set at -40 C/F.
To be comparable, drying energy tests must be conducted at the same temperature—though which temperature is not important. Wittmann chose a drying temperature of 80 C/176 F, in the range of many common resins other than PET. According to Morneault, the relative energy efficiency of different dryers at 80 C would be the same if tested at a higher temperature for PET.
A controlled test environment is essential. Wittmann conducted tests under a range of conditions found in a non-air-conditioned plant during the summer in the U.S. Ambient temperature was 27-38 C (80-100 F) and dewpoint was 20-24 C (68-75 F).
Wittmann measures the total active power consumed by the dryer—and any auxiliaries such as chillers or air compressors required to run the dryer—and separately measures the active power consumed by the process heater. Another other key measurement is the temperature difference between the process air immediately before and after the process heater. Finally, the dewpoint of the process air is measured with a chilled-mirror dewpoint meter. The test is performed over 5 hr so as to include a regeneration cycle.
This is all the data needed to determine the dryer energy rating. Two calculations are performed. The first is to calculate the mass flow of air at the process temperature from the heater power consumption and the temperature change it imparts to the process air. Now it is possible to calculate the energy (kWh) used by the dryer to generate 1000 kg (or 2200 lb) of dry air at the test temperature. (This requires only the mass flow of air and the total drying power consumption.) Wittmann’s energy rating is the number of kwh/1000 kg of dry air. Wittmann has begun putting stickers on its dryers (see example) with this energy rating in big letters and in small letters the basic load in kW at both 50 Hz and 60 Hz, as well as the dry-air capacity (equal to the air mass-flow number) in kg/hr or lb/hr.
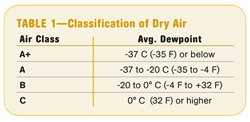
In addition, Wittmann proposes including in the energy ratings a Dry Air Classification based on the dewpoint of which the dryer is capable. Wittmann proposes four dry air classes (Table 1).
PUTTING RATINGS TO USE
Wittmann used the ratings to compare two of its twin-bed desiccant dryers, Drymax D30 and D60. Which dryer uses less energy to produce dry air? The answer is given by the energy ratings:
- Drymax D30: 18.9 kWh/2000 lb of air
- Drymax D60: 16.0 kWh/2000 lb of air
Thus, the Drymax D60 uses less energy.
Which dryer makes the most dry air per kWh? Using the reciprocal of the rating value:
- Drymax D30: 2000 lb/18.9 kWh = 106 lb/kWh
- Drymax D60: 2000 lb/16.0 kWh = 125 lb/kWh
Again, the larger model D60 makes more dry air per kWh.
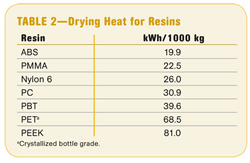
What is the energy consumption of each dryer for 30 lb/hr of ABS? For this, you need the values in Table 2, which are based on the specific heat (heat capacity) of particular resins.
- Drymax D30: Base Load 0.8 kW + Heat-Up Load 9.0 kWh/ 1000 lb of ABS (from Table 2) x 30 lb/hr = 0.037 kWh/lb ABS.
- Drymax D60: Base Load 1.2 kw + Heat-Up Load 9.0 kWh/ 1000 lb of ABS (from Table 2) x 30 lb/hr = 0.05 kWh/lb ABS.
In this case, the larger dryer is less efficient for this low throughput rate because of its larger base load.
What is the maximum ABS drying capacity of each unit? This calculation draws on the fact, determined by Wittmann’s own research, that 1 kg of ABS requires 1.8 kg of drying air. From the Drymax D30’s air capacity rating of 39.7 kg/hr and the D60’s rating of 66.0 kg/hr, we get:
- Drymax D30: 39.7 kg/hr of air ÷ 1.8 kg air/kg ABS = 22.0 kg/hr (or 48.5 lb/hr) ABS maximum capacity.
- Drymax D60: 66.0 kg/hr ÷ 1.8 = 36.7 kg/hr (or 80.9 lb/hr) of ABS. The larger unit has higher capacity for drying ABS.
Related Content

A Cost Saving Modular Approach to Resin Drying Automation
Whether implementing a moisture-sensing closed-loop system for a single dryer, or automating an entire plant, technology is available to take the guesswork and worry out of resin drying. Using a modular approach allows processors to start simple and build more capabilities over time.
Read More
ACS Adds Midwest Regional Sales Manager
Auxiliary equipment supplier names Mike Tuchalski to post.
Read More
Finding Efficiencies in How Components Work Together
Auxiliary systems are vital to the proper functioning of a plastic processing line, and they can be a source of major cost and efficiency improvements.
Read More
Relaunched Chillers, Blenders, Dryers
NPE2024: New auxiliaries from AEC include chiller that meets new standards for refrigerants.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More