
NPE 2006 News Wrap-Up: Blow Molding
Among new blow molding developments at the show was an innovative coextrusion system for the growing small-engine fuel tank market.



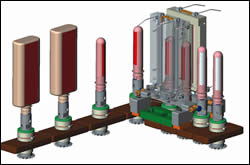
Mag-Plastic’s preferential heating system for stretch-blowing oval bottles on its linear reheat machine utilizes a magnetic brake to stop the preform from rotating and position it in front of four vertical lamps for heating on two sides. Then another magnetic system ensures proper positioning for blowing.

Kautex Machines is going after small-engine fuel tanks with a new, smaller version of its six-layer barrier coextrusion machine.

An 85-ton Uniloy IBS injection-blow press outfitted with a second injection unit is used in Kortec’s new turnkey system for production of multilayer barrier containers.

Taiwan’s Blowplas Technology Co. Ltd. has launched its one-step linear stretch-blow machine in North America through distributor Dima Inc.

PET bottle wall-thickness comparison and color testing are combined with leak testing and neck checking in a single cost-effective inspection unit from W. Amsler Equipment.
Among new blow molding developments at the show was an innovative coextrusion system for the growing small-engine fuel tank market. Also featured were new technologies to produce multilayer injection-blown containers and upgraded stretch-blow units for ever-higher outputs. NPE also saw the emergence of a new control method for injection-blow and a bottle inspection unit that offers unusually broad quality-testing capabilities. Many other machine introductions were covered in our May and June show previews but are not repeated here.


Focus on small tanks
Kautex Machines announced new coextrusion blow machines specifically for production of small-engine fuel tanks. The company has joined the growing ranks of machine builders that have launched new six-layer machines for this emerging market. As we reported in April, stricter fuel-permeation regulations are pushing adoption of new barrier options for portable fuel containers (jerry cans) and small fuel tanks.
Kautex’s new KBSmart 61 Coex is a smaller version of its six-layer automotive fuel-tank machine but is aimed at small HDPE tanks for ATVs, snowmobiles, golf carts, and watercraft. It is available as a single- or double-station machine with stationary clamps and parison transfer by a six-axis robot. Clamps are positioned below the gantry to reduce the overall footprint. A new six-layer parison head, model CP 250, was developed to match the lower throughput and smaller die diameters required for small fuel tanks. With less heating capacity, the new head operates more efficiently, according to Kautex. Downsized extruders are equipped with water-cooled, maintenance-free AC drives for significant energy savings. The KBSmart 61 produces fuel tanks up to 35 liters at 55 to 70 tanks/cavity/hr.
Kautex has also expanded its horizontal 3D blow molding line. Design improvements have resulted in a 30% smaller footprint for the new K3D-HP double-station unit. This compact model has a CP120-7S coex head that accommodates a seventh layer for the electrically conductive material required in fuel filler pipes. In addition to a radial wall-thickness distribution system, the machine has a layer-thickness control system that measures the top and bottom flash weight and the net article weight to ensure that wall thickness is uniform over long production runs.
Kautex recently delivered one of these machines to TI Automotive together with a fully automatic finishing line, which removes flash from filler-pipe necks, controls the part weight, labels the articles for traceability, and cools them before oriented transfer to downstream welding equipment.
Multilayer injection-blow
Two companies highlighted the novel use of injection-blow molding for multilayer barrier containers. Coinjection-blown bottles of polycarbonate, PP, or HDPE combined with gas-barrier materials have found limited use to date but are viewed as a growth area in medical and pharmaceutical applications. Kortec, a specialist in PET preform coinjection systems for stretch-blown containers, has expanded its focus beyond food and beverage bottles and is now making headway in injection-blow. Its 2004 alliance with Uniloy Milacron has been expanded to include engineering-resin maker GE Plastics. A special 85-ton Uniloy/Kortec IBS coinjection-blow unit outfitted with a second injection unit is currently housed at GE’s processing development lab in Pittsfield, Mass.
Kortec has developed special coinjection tooling and process controls to produce a three-layer parison incorporating barrier materials such as nylon, EVOH, or COC (cyclic-olefin copolymer). The initial four-cavity machine can produce bottles ranging from 80 ml to 1 liter. Kortec aims to scale up to 12 cavities, which could produce 20 to 25 million bottles/yr depending on bottle size and cycle time. The turnkey system is expected to be commercialized in several pharmaceutical applications later this year, according to Scott Ludwig, Kortec’s account manager for coinjection systems.
Meanwhile, MGS Mfg. Group, a molder and supplier of specialty tooling and molding accessories, discussed its patent-pending technology for coinjection-blow. MGS says it has developed a unique hot-runner and melt-delivery system “which allows you to put the second injection unit anywhere you want,” according to v.p. of engineering John Hahn. The system uses standard hot-runner components but their placement on both mold halves is unique, says Hahn. MGS is focused on three-layer barrier PET containers for medical and food packaging. The company has sold one retrofit system for a food container currently in pre-production.
NPE also saw the emergence of new control technology that increases productivity and reduces energy use for injection-blow molders. The Smart Control from Plastic World, Inc. combats two of the major problems in the injection process: (1) the buildup of clamp pressure, requiring high power consumption and lost time; and (2) air trapped in the mold under high clamp pressure. These limitations result in numerous inefficiencies in both productivity and energy use, ac cording to Plastic World president Joe Mara zita.
His firm’s Smart Control is claimed to lower energy consumption by reducing injection and clamp pressure and lowering melt temperature. It also shortens cycles due to the faster injection and shorter cooling times. The Smart Control system incorporates a PC and/or PLC controller with the company’s proprietary software and fully proportional machine hydraulics. In combination with Smart Control, Plastic World also offers Max-E-Save, a system that replaces AC motors with brushless DC servo motors for faster and even more efficient operations.
In a recent retrofit of a Whea ton 402 injection-blow molder, Plastic World cited a 27% boost in productivity and 62% reduction in electricity cost with Smart Control and Max-E-Save. The company has retrofitted several injection and injection-blow units and is interested in licensing the technology.
Upgrades for PET
Switzerland’s Mag-Plastic Machinery has added new neck-orientation and preferential-heating options to its SSB02 linear reheat stretch-blow molder. Preferential heating for oval containers utilizes a dedicated oven that is retrofittable to existing SSB02 machines. A magnetic brake stops the preform from ro tating and positions it in front of four vertical lamps for heating on two sides. Then an other magnetic system ensures proper positioning for blowing (see illustration on p. 88). The system reportedly permits precise wall-thickness distribution and optimizes preform weight for cost savings.
Mag-Plastic’s neck orientation system is said to be unique because it works with nearly all available preforms. Neck orientation offered on most other linear and rotary stretch-blow-units requires the use of special performs that have one or two notches on the neck ring. In the Mag-Plastic system, positioning is done via a servo-mechanical device, and less than 0.8 sec is needed to orient the neck thread.
Another unique option offered by Mag-Plastic is a wide-body preform loading unit for preforms with no support rings or larger bodies than the rings. These preforms, which typically could only be run on one-stage machines, can now be run on two-stage (reheat) units.
A newcomer to NPE, Taiwan’s Blowplas Technology Co. has launched its one-stage linear stretch-blow machine in North America through distributor Dima Inc. The BT-N series, available with two to five stations, is said to offer simple mechanics and easy maintenance. The machine runs up to eight cavities and produces up to 2000 containers/hr for pharmaceuticals, cosmetics, and foods.
Meanwhile, W. Amsler Equipment claims to have raised the bar in bottle inspection by introducing one of the first systems incorporating both wall-thickness comparison and color testing in a single cost-effective unit. The in-line inspection system monitors wall thickness by comparing actual material temperature to a master or “self-taught” reference point. Similarly, an ideal color is stored as a master file with allowable deviation tolerances.
The system inspects 10,000 bottles/hr and is claimed to offer greater capabilities than more costly vision systems that are limited to monitoring just shapes, said president Werner Amsler. Wall-thickness and color testing are add-on options to a basic unit for leak testing and checking for neck obstructions. Its base price is $15,000.
















Related Content

Krones Acquires Netstal
Krones adds PET preform injection molding to its bottle blowing and filling capabilities, as well as cap molding and expansion into medical, food and other markets.
Read More
Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
Coca-Cola Europacific Transitions to Tethered Caps and Lighter PET Bottle
Sidel is converting all Coca-Cola PET bottling lines in Europe to meet new EU packaging regulations by July 2024.
Read More
Mold Opaque White PET Bottles – Without Pigment
Trexel and Husky are cooperating on molding recyclable opaque white preforms for PET bottles, which provide a light barrier using foam instead of pigment.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More