
Optimize Cut-Sheet Forming With Syntactic Foam Plug Assist
Troubleshooting Thermoforming
Common problems encountered in the cut-sheet thermoforming process include thin spots, webbing, poor part definition, and plug/pusher mark-off.
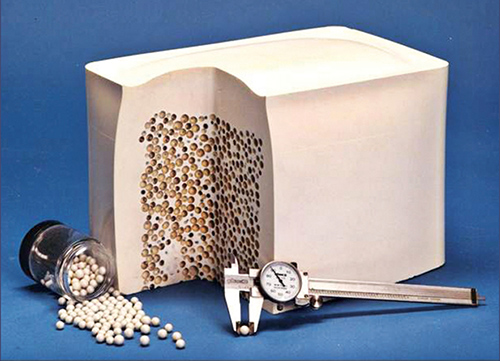
Fig. 1: Unique two-part system has been developed to manufacture large, low-stress plugs. The system consists of an inner core of reinforced composite spheres and an outer shell of solid syntactic foam.
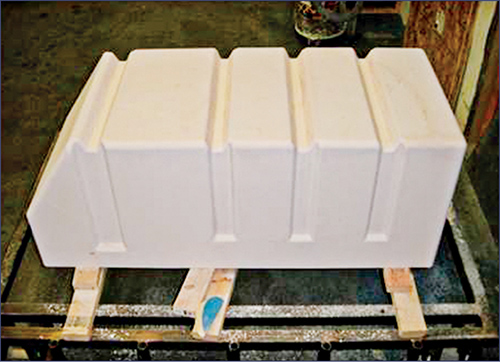
Fig. 2: In trials with 0.170-in. and 0.150-in. sheet, this syntactic plug’s lower heat transfer allowed elimination of both the preheat step and heating of the plug in forming a HIPS refrigerator liner.
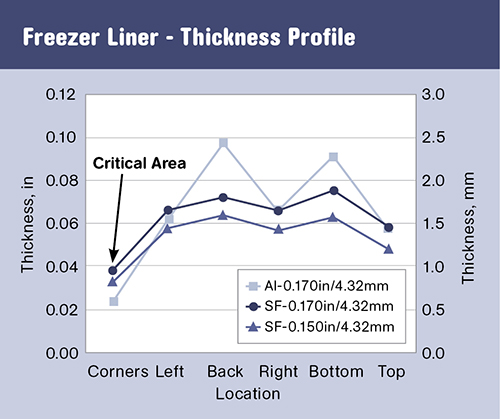
Fig. 3: Material distribution plot shows thickness versus location for a HIPS freezer liner. With the aluminum plug, the critical corner thickness was well below the minimum target of 0.030 in. Also, there were extreme high spots on the back and bottom of the liner. With the syntactic plug and 0.170-in. sheet, thickness of the critical corner area increased by 58%. Even with the downgauged 0.150-in. sheet, the syntactic plug increased the corner thickness by 38% and met the minimum requirement.



Common problems encountered in the cut-sheet thermoforming process include thin spots, webbing, poor part definition, and plug/pusher mark-off. Plug assists made of syntactic foam can be used in various ways with both positive and negative tooling to alleviate these issues. Syntactic plugs result in improved material distribution, which leads to potential opportunities for downgauging.
Compared with other common plug/pusher materials such as wood and felt-covered wood, syntactic foam results in minimal plug mark-off and improved plug durability. The diverse uses of syntactic foam as a plug-assist material will be discussed along with two case studies that illustrate its benefits.



LOW HEAT TRANSFER
Syntactic foam is a class of materials containing preformed hollow spheres held together by a binder. For thermoforming grades of syntactic foam, the most common combination is hollow glass spheres bound together in an epoxy matrix. Since syntactic foam is highly filled with hollow spheres, it is about 50% air on a volume basis. The high air content results in low heat transfer, preventing excess sheet cooling in the thermoforming process.
Traditionally, cut-sheet thermoformers have used forming assists made of wood or aluminum, typically called plugs and pushers, to improve material distribution and part quality. The term “plug” is used for an assist that is used to pre-stretch the sheet across the entire area of the tool. Typically, plug volume is equal to 80% to 90% of the tool volume. The term pusher is used to describe an assist that is used to pre-stretch the sheet in a localized area.
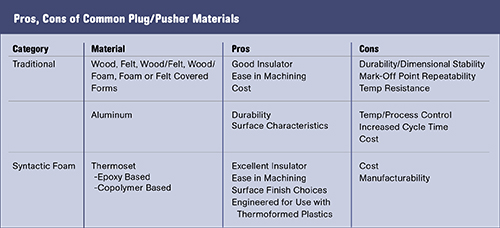
One of the critical properties of a plug/pusher material is low heat transfer so that chilling of the sheet during contact with the assist is minimized. Other important properties are durability, value/cost ratio, machining characteristics, and design predictability. The pros and cons of common plug/pusher materials for cut sheet are summarized in Table 1.
Some of the major drawbacks of wood are its poor durability, limited temperature resistance, and tendency to mark-off. The main issue with aluminum is high thermal conductivity. In order to get an aluminum plug to work well, it has to be heated and the temperature has to be precisely controlled. Syntactic foam counteracts the main disadvantages of wood and aluminum with good durability, minimal mark-off, and low heat transfer. The disadvantages of syntactic foam are cost, which ranges from $500 to $1000/ft³, and manufacturability. The manufacture of large plugs can be challenging but major advances have been made recently.
Most industry observers view syntactic foam as a material to use as a positive plug or pusher with negative tooling. However, syntactic foam can be used anywhere that excessive cooling of the sheet is an issue. It can be used with positive tooling as a negative plug or pusher to eliminate webbing and improve material distribution. Improved material distribution allows for cost savings through downgauging of the starting sheet thickness.
Poor part definition around sharp details on a positive mold is an issue that can be addressed with a syntactic-foam mold insert. Since the foam has low heat transfer, the sheet will have more time to conform well to the mold surface before chilling off. For the same reason, syntactic foam can be used on the clamping frame. Excessive chilling of the sheet in the vicinity of the clamping frame can be an issue when high-heat-transfer materials such as steel and aluminum are used. Syntactic foam on the clamp frame will minimize chilling of the sheet, thus providing time for it to stretch properly before solidifying. Another potential use for syntactic foam with positive tooling is prototype or low-volume tooling.
As a positive plug or pusher with negative tooling, syntactic foam is used to pre-stretch the polymer sheet to provide better material distribution and eliminate thin spots and webbing while providing an opportunity to downgauge the starting sheet thickness. Compared with other plug-assist materials, syntactic foam provides better clarity and gloss, minimal chill marks, and improved process consistency and productivity.
Production volume is the main consideration when deciding whether to go with a full-size plug or localized pusher. For a 24/7 manufacturing operation, the cost of a full-size syntactic plug can be easily justified by the 15% to 20% cost savings per part. The bulk of this savings is achieved through better material distribution, which allows for downgauging. Downgauging also leads to reduced cycle time and lower energy costs.
While the manufacture of large full-size plugs can be challenging, the manufacture of pushers is relatively straightforward. Small pushers can easily be machined from a standard stock size. Alternatively, syntactic-foam producers can custom cast it into a near-net billet or a part or mold.
Large plugs can be manufactured in a couple of different ways. If the plug is made of wood, pieces can be bonded together and then machined. The problems with bonding include mark-off on the formed part, mismatched coefficient of thermal expansion, and cracking. Alternatively, a syntactic-foam plug can be formed as a solid casting or made from a two-part system. Solid syntactic castings are limited to a thickness of about 15 in. due to stress in the final plug.
A unique two-part system has been developed to manufacture large plugs containing low stress. The system consists of an inner core of reinforced composite spheres and an outer shell of solid syntactic foam, as shown in Fig. 1.
The two-part system is available in several different types of syntactic foam including epoxy- based, copolymer syntactic, and copolymer syntactic with PTFE. Epoxy-based syntactics are entry-level materials that provide good material distribution at a lower cost but are dusty to machine and have lower abuse resistance.
Copolymer syntactic is a new material that offers improved toughness and durability versus standard epoxy syntactics. The unique composition also offers improved machinability, better material distribution, and minimal mark-off. Copolymer syntactic with PTFE has the added benefit of excellent release of tacky materials.
TECHNOLOGY IN ACTION
Two case studies illustrate the benefits of syntactic foam over other materials for plug/pusher applications. The first involves a pusher application while the second shows the benefits of a full-size syntactic plug.
In the first study, a pusher-material comparison trial was run for a truck-parts manufacturer who was forming truck-bed liners from 0.195-in. black HDPE sheet with an anti-skid layer on one side. The anti-skid layer became tacky during the forming process and transferred to the surface of the wood pushers being used to pre-stretch the corners. The pushers required a high degree of maintenance and caused significant downtime due to the buildup issue. To simulate the application, plugs made of wood and three different syntactic foams were evaluated, including Hytac-W, Hytac-WF, and Hytac-FLXT from CMT Materials Inc. Sheet surface temperature was varied from 450 F to 610 F.
The wood and Hytac W plugs had issues with immediate buildup of the anti-skid layer on the plug surface at 450 F. In addition, the wood plug started to crack at 500 F. Hytac WF and FLXT performed well with excellent durability and no buildup below the extreme temperature of 600 F. Of the two materials, Hytac FLXT had the least amount of buildup and was easily wiped clean. In terms of material distribution, the syntactic-foam plugs resulted in higher minimum thickness values and less variability than the wood plug at optimum sheet surface temperatures and allowed for 5% downgauging. The truck parts manufacturer has switched from wood to Hytac FLXT and has reduced maintenance costs and machine downtime due to improved plug reliability and durability.
In the second case study, the benefits of a full-size, two-part syntactic plug assist were assessed for an appliance manufacturer. The processor was forming a 17-ft3 freezer liner from 0.170-in. HIPS sheet using a full-size, heated aluminum plug. The corners of the formed liner were below the minimum target thickness of 0.030 in. and had to be reinforced in a secondary operation. The goal of the project was to achieve material cost savings and eliminate the reinforcement step.
Trials were run on a Brown rotary four-station machine with preheat, heating, forming, and load/ unload stations. A baseline trial was run with the standard 0.170-in. sheet and heated aluminum plug. Then the changeover was made to the syntactic plug shown in Fig. 2 and trials were run with 0.170-in. and 0.150-in. sheet. The syntactic plug’s lower heat transfer allowed elimination of both the preheat step and heating of the plug. To evaluate the results of the trials, the material distribution of the liners was measured.
The material distribution results are shown in Fig. 3 with a plot of thickness versus location. With the aluminum plug, the critical corner thickness was well below the minimum target of 0.030 in. In addition, there were extreme high spots on the back and bottom of the liner. With the combination of the syntactic plug and the 0.170-in. sheet, the thickness of the critical corner area increased by 58%. Even with the downgauged sheet, the syntactic plug increased the corner thickness by 38% and met the minimum requirement.
The second case study illustrates the benefits of a full-size syntactic-foam plug versus a heated aluminum plug. The thermoformer in this case was able to reduce material cost by 12% through downgauging and recouped the cost of the syntactic plug in two weeks.
Syntactic foam’s uniquely low heat transfer permits its use anywhere that chilling of the sheet causes issues in cut-sheet forming. It can be used with positive or negative tooling as a plug/pusher to improve material distribution, eliminate webbing, and allow for downgauging. Syntactic foam can also be used on the clamping frame and prototype tooling. The benefits of syntactic foam include the elimination of bond lines, improved durability, ease of machining, and minimal mark-off.
















Related Content

Thermoformer Maximizes Productivity with 3D Printing
Productive Plastics has created an extensive collection of 3D printed manufacturing aids that sharply reduce lead times.
Read More
Interactive Training for Injection, Extrusion and Other Processes
Paulson has four in-booth stations demonstrating its various training solutions.
Read More
Manufacturer Helps Clean Up Global Waterways with Reclaimed Plastics
RSP and Oceanworks partnership diverts plastic wastes from waterways for incorporation into new products.
Read More
Sustainable Materials is Focus of Thermoforming Exhibits at K 2022
Thermoforming equipment makers including WM, Kiefel, and OMV will showcase processing of recyclable and biobased materials.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More