
PE Film Market Analysis: Consumer Can Liners
Huge market still dominated by single-layer structures, which could change as use of PCR grows.







The consumer trash bag market can be divided into the categories of national brand, private label, and generic market segments. All three types of bags can be purchased by consumers in a variety of places including grocery stores, mass merchandise stores, and discount stores. National brand and private label bags are usually sold at a higher price than generic bags. Typically, there is very little, if any, advertising to promote the generic bags, further helping to lower the costs to consumers.
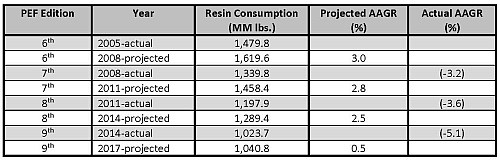
In 2014, approximately 1.023 billion lb of PE resin were consumed in the production of consumer trash bags. By 2017, consumption of PE resin for the consumer trash bag market is expected to reach about 1.040 billion lb, with an average annual growth rate (AAGR) of 0.5%,.
These are among the conclusions of the most recent study of the PE Film market conducted by Mastio & Co., St. Joseph, Mo.
Many processors are producing consumer trash bags in designer colors, Mastio reports. Consumers can find trash bags in a variety of colors, ranging from soft pastels to something more bold and bright. Current trends are the determining factor in the availability of specialty hues. Also available are scented and odor blocking consumer trash bags. Vanilla, cinnamon and spring flowers are just a few of the scents that customers will encounter when shopping for kitchen or bathroom trash bags. Combining colors and scents has transformed consumer trash bags from just a common necessity to a decorative commodity.
According to Mastio, in 2014 the four largest consumer can liner processors wereClorox Co. (Glad) Manufacturing Co.; The Rank Group/Reynolds Consumer Products, Inc. Group (dba Presto Products Co. Div.); Poly-America, L.P. and Apollo Management, L.P. (Berry Plastics. Combined, Mastio says these companies consumed approximately about 67% of PE resin used in this market.
MATERIAL TRENDS
The resin most commonly utilized for consumer trash bags in 2014 was LLDPE, says Mastio. LLDPE resin provides added strength, puncture, and tear resistance over LDPE resin, which makes the bags less apt to puncture. Blending or coextrusion of LLDPE resins with LDPE materials allows processors to downgauge the film while maintaining or increasing the overall strength of the consumer trash bags.
The metallocene single-site catalyst based LLDPE (mLLDPE) resin is used to improve the strength and puncture resistance of consumer trash bags. When used in blends or in coextrusion with conventionally produced PE resins, mLLDPE resin greatly enhances the physical properties of the films in lower gauges. Other reported LLDPE resins utilized in this market include LLDPE-hexene, LLDPE-octene, LLDPE-butene, and recycled post-consumer LLDPE (PCR-LLDPE).
LDPE resins were the second most commonly consumed material in this market during 2014. LDPE resin, when utilized in blends or in coextrusion with LLDPE resin, adds to the overall appeal of the finished bags. LDPE resins have the greatest clarity of all grades of PE resin and give the film a higher surface gloss. Bag clarity can be important for custom tinted, semi-transparent bags used in recycling programs. Additionally, both LDPE-homopolymer and LDPE-ethylene-vinyl acetate copolymer (LDPE-EVA copolymer) grades, when used alone or in blends, have increased processing ease and improved seal characteristics. Other reported LDPE resins utilized in this market included LDPEethylene- methyl acrylate copolymer (LDPE-EMA copolymer) and LDPE-ethylene acrylic acid copolymer (LDPE-EAA copolymer).
High molecular weight-HDPE (HMW-HDPE) and medium molecular weight-HDPE (MMW-HDPE) resins were also utilized in 2014 yielding added strength to consumer trash bags. Consumer trash bags constructed with HDPE resin are three times stronger and more durable than LLDPE or LDPE trash bags of the same thickness. HDPE resin is more puncture-resistant and/or less apt to zipper if punctured vs. bags constructed with LDPE resin. Consumer trash bags constructed with HDPE have less surface gloss, are stiffer, and have less stretch than either LLDPE or LDPE bags. Additionally, HDPE resin requires specialized film extrusion equipment and is more difficult to process.
TECHNOLOGY TRENDS
In 2014, 100% of consumer can liners were produced by blown film extrusion Monolayer film construction was most prevalent accounting for about 95% of resin consumption for this market.
MY TWO CENTS
As with institutional can liners, the fact that this market is still so heavily dominated by single-layer structures is surprising, suggesting that products are being produced on older equipment. The challenge for consumer can liner makers is to produce more structures containing recycled materials. Some are having issues with getting their hands on material. Others, such as Aluf Plastics, have been using reclaimed material for years. As consumers and retail establishments place demands on manufacturers of all types to use reclaimed material, you’ll see more processors including post-consumer scrap in their products in the years ahead, either as a blend with prime resin in a single-layer structure, or as a core layer as more multi-layer capacity comes on stream.












Related Content

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read More
Extruder Alignment: Important, but Only Half the Equation
The other half? Aligning and supporting downstream equipment. Here are best practices.
Read More
Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More