
Polymers as Additives
A pinch of one resin can teach another one new tricks. Take a look at the promising results with four novel property enhancers for thermoplastics and thermosets.




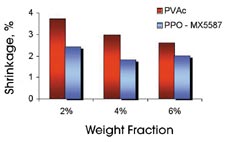
FIG. 1—Shrinkage control with modified PPO vs. PVAc in unsaturated polyester
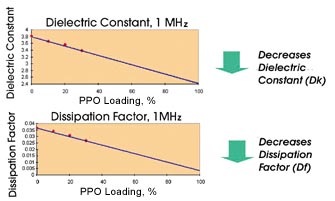
FIG. 2—Electrical performance of epoxy resin modified with PPO
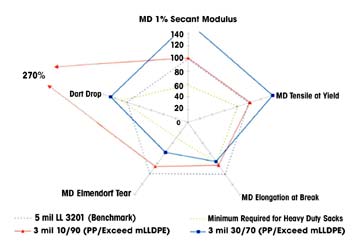
FIG. 3—Cast film properties of exeed 350D64/PP 701 blends versus 100% Z-N LLDPE
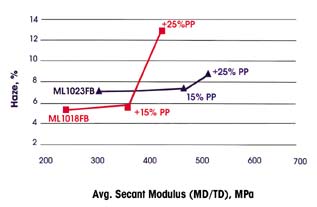
FIG. 4—Exceed + PP Blown Film
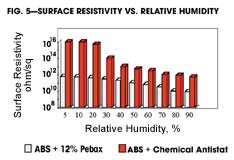
Fig. 5—Pebax TPE is more effective and less humidity dependent than a chemical antistat in ABS.
A.
B.
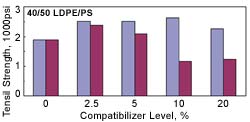
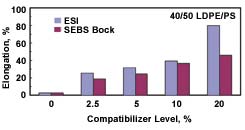
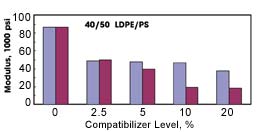
C. Fig. 6A-C—Dow’s ESI outperforms SEBS as a compatibilizer for PE/PS blends.
New opportunities for modifying thermoplastics and thermosets without the need for solid fillers or reinforcements are presented by four unusual and, for the most part, brand-new thermoplastic resins. Here are four reports on these developments:
- New grades of polyphenylene oxide (PPO) improve processing and properties of TP elastomers, thermoset SMC/BMC, and epoxies.
- Polypropylene films and molded parts can be toughened with mLLDPE, which is surprisingly compatible with PP.
- An unusual TPE acts as a permanent anti-stat for commodity and engineering plastics.
- Metallocene-catalyzed ethylene-styrene interpolymers can compatibilize PS/PE blends.



1. PPOs Enhance SEBS & Thermosets
New versions of PPO resin (the key ingredient in Noryl alloys) have been developed specifically for use as resin modifiers by GE Plastics. Some of these new grades have exceptionally low molecular weight and therefore low melt viscosity that allows for easie processing.
TPE compounds for automotive gaskets or hoses, specifically ones based on SEBS block copolymer (such as Kraton), are one major potential application, according to GE marketing manager Benny David. He says SEBS/PPO compounds could replace the thermoplastic vulcanizates (TPVs) of PP and crosslinked olefinic rubber currently used in these applications. “At high temperatures, Kraton-based elastomer molding compounds typically fail. When deformed, they normally don’t spring back to their original shape. But one can achieve excellent compression set with PPO in SEBS at loadings of about 10%,” says David.
The table shows properties of a pure Kraton SEBS compound and Kraton enhanced with PPO grades HPP820 and HPP830 at 13% loading. Both grades are now sold under the Blendex tradename by GE Specialty Chemicals. HPP820 already has been used commercially in Kraton automotive under-hood applications.
Newer Blendex HPP830 has a wider processing window and negligible odor. This opens the door to interior-trim applications where Kraton compounds enhanced with PPO could replace TPVs. Whereas the latter cost in the range of $1.50 to $2.50/lb, Kraton compounds sell for 75¢ to $1.50/lb, and the added cost of PPO is offset by the low use levels required. David says SEBS compounds enhanced with HPP830 are also promising for medical and industrial applications that require good chemical resistance and compression set at high temperatures.
PPO can also enhance shrinkage control, toughness, and electrical properties of thermosets. Most of GE’s current work is with unsaturated polyester and epoxy compounds. However, GE is looking to work with companies on modifying cyanate esters and acrylics.
GE developed a capped PPO (MX5587) that is compatible with unsaturated polyesters and provides effective shrinkage control. The target is SMC/BMC exterior automotive trim such as fenders and headlamp reflectors or parts used in household appliances and electrical power components. Figure 1 compares PPO MX5587 with a conventional polyvinyl acetate (PVAc) low-profile additive in polyester castings. Like PVAc, the capped PPO is dissolved in styrene monomer before being blended with the polyester. As shown in Fig. 1, the PPO produces lower shrinkage than equal concentrations of PVAc.
Another advantage of the capped PPO is that it imparts good transparency (unlike PVAc), which translates into excellent colorability. Moreover, the capped PPO more closely matches the high-temperature resistance of the polyester. “While BMC enhanced with PVAc is currently used in automotive lighting, next-generation cars are moving toward hotter lamps,” notes David. “PVAc starts to soften at these temperatures and renders the compound ineffective.”
In epoxy compounds, PPO significantly improves both toughness and electrical properties. GE offers PPOs in various molecular weights for boosting epoxy’s fracture toughness. “We can dial in the performance required,” says David. With high-molecular-weight PPO grades, up to a 300% increase in fracture toughness reportedly can be achieved.
Improved electrical properties are useful in high-frequency electronic applications, such as chip encapsulants and circuit-board laminates. Figure 2 shows that addition of 30% PPO SA120 results in a significant drop in both dielectric constant and dissipation factor.
2. mLLDPE & PP: Tough, Stiff & Clear
Promising work by researchers at ExxonMobil Chemical is opening new potential for Exceed metallocene catalyzed ethylene-hexene LLDPE (mLLDPE) in toughening standard PP homopolymer. The initial research, in cooperation with researchers at the University of Minnesota in Minneapolis, focused on improving low-temperature mechanical properties of injection molded parts. Molded samples made of blends of 30% mLLDPE/70% PP were compared with similar blends of standard Ziegler-Natta catalyzed hexene LLDPE (znPE) with PP.
Transmission electron microscopy (TEM) of failed tensile bars show that the predominant failure mode in the znPE/PP blend is interfacial—between the PE and PP phases, whereas the mLLDPE/PP blend fails cohesively in the PP matrix. Moreover, the mLLDPE/PP samples showed a 40% increase in both tensile toughness and elongation at low temperature (15 F).
The researchers explain these gains as the result of higher crystallinity and stronger interfacial polymer entanglements that form between the mLLDPE and PP phases. In contrast, the interfacial boundary in the znPE/PP blend is very weak, consisting of a thick, “gooey” layer that results from segregation of an amorphous low-molecular-weight fraction of the znPE, according to ExxonMobil chief scientist Patrick Brant.
This work suggests that mLLDPE could replace more costly EPR or metallocene plastomer as a PP toughener in some applications. Says Brant, “The mLLDPE toughens well while it retains high stiffness and doesn’t cost nearly as much. As such, it could be a good option for refrigeration and freezer applications as well as automotive interior components.”
Meanwhile, the unprecedented interfacial adhesion between mPE and PP has also garnered a lot of interest in both cast and blown film, where commercial trials are under way. These trials have explored use of 5% to 20% Exceed mLLDPE in PP and the inverse—5% to 15% PP in mLLDPE.
R&D on heavy-duty sacks indicates that 10% to 30% mLLDPE in PP (or HDPE) provides downgauging opportunities. The current industry benchmark for heavy-duty sacks is a 5-mil LLDPE film using a resin such as ExxonMobil’s LL 3201 hexene copolymer (0.925 g/cc, 0.8 MI), which cannot be downgauged. Says senior chemist David Fiscus, “At 3 mils, sacks of such conventional LLDPE lack the general abuse resistance—both tear and impact—needed in the marketplace.”
In field trials, 3-mil film made of cast Exceed mLLDPE/PP blends retained the needed abuse resistance and showed improved load-bearing capability and creep resistance, along with significantly better seal performance. Similar results were achieved with 3-mil Exceed mLLDPE/HDPE films of similar blend ratios.
Likewise, trials of cast films for heavy-duty sacks show significant property improvement when PP is the minor ingredient in Exceed mLLDPE (Fig. 3). Experimental blown packaging films also show significant improvements in clarity/stiffness balance when PP is the minor component in mLLDPE. Two Exceed grades, ML1023 FB (1 MI, 0.923 g/cc) and ML1018FB (1 MI, 0.918 g/cc) were tested with 15-25% of a standard PP homopolymer. As shown in Fig. 4, clarity is retained while stiffness increases. Traditionally, 6-7% haze translates into clarity good enough for many PE film packaging applications such as overwrap, says Brant. With the 0.923 density mLLDPE, the PP level can be raised to 25%, greatly enhancing stiffness while retaining 8-9% haze.
These findings have stirred considerable interest, according to Brant. Field trials indicate that PP levels above 25% can achieve even higher stiffness without sacrificing low haze.
3. PEBA TPE Is a Permanent Antistat
A polyether-ester block amide (PEBA) copolymer TPE from Atofina Chemicals is gaining interest as a permanent antistatic agent for a variety of thermoplastics. Called Pebax, this non-plasticized resin is used as a molding and extrusion material in its own right. In addition, it boasts intrinsic static-dissipative characteristics when blended at 5% to 30% levels with ABS, polycarbonate, ABS/PC, PS, HIPS, PBT, acetal, PVC, PET, PETG, or polyolefins.
To exploit the potential of Pebax as an antistatic additive, Atofina just recently signed a global cooperation agreement with Ciba Specialty Chemicals. Ciba will be the exclusive marketer of two hydrophilic antistatic grades under Ciba’s Irgastat label. These grades are P22 and P18, which melt at 383 F and 316 F, respectively. The two companies will cooperate in R&D on antistatic applications for housings, covers, and packaging for electronic equipment, as well as industrial packaging and other uses.
The two Pebax/Irgastat grades boast surface resistivity of 3 x 108 ohm/sq and volume resistivity of 2.5 x 108 ohm-cm. Unlike chemical antistats, they are not highly humidity dependent, have both immediate and long-lasting antistatic effect, and are non-corrosive and thermally stable. Unlike conductive fillers, they are colorable, provide uniform conductivity without “hot spots,” are easy to handle, and maintain the physical properties of the host polymer.
At a typical level of 12% in ABS, Pebax imparts surface resistivity of 109 to 1011 ohm/sq and charge-decay time of <2 sec. Mechanical properties of ABS are not significantly changed, Atofina reports (see Fig. 5).
4. ESI Compatibilizes PS/PE Blends
Compatibilization of PS/PE blends is just one of several roles for the new and not yet fully commercial family of Index ethylene-styrene interpolymers (ESIs) from Dow Plastics. They are produced with the company’s Insite metallocene catalyst technology. Due to their combination of olefinic and styrenic functionality, they exhibit compatibility with a wide range of other polymers and could therefore potentially compatibilize blends of these polymers. Moreover, used as a modifier, ESIs are expected to be able to extend the performance range of thermoplastics such as PS, PE, and PP.
In blends with PE, PS levels of 50-60% give the best balance of stiffness and toughness, and the optimum compatibilizer level is about 10%. In one study, ESIs with styrene contents of 22% to 77% by weight were compared with Kraton G1657 SEBS block copolymer. They were added at a 10% level to blends of 40/50 LDPE/PS and 30/60 HDPE/PS. The blends were made into sheets 0.7 to 1.1 mm thick. The results showed that the optimum ESI for compatibilization has a styrene content of 48% to 57% and a melt index similar to those of the matrix polymers. The softest and most highly amorphous ESIs also work best in this role.
In Figs. 6A-C, an ESI copolymer with 48.4% styrene is shown to outperform SEBS block copolymer in a 40/50 LDPE/PS blend. As little as 2.5% compatibilizer has a pronounced effect on both modulus and toughness. At loadings up to 10%, the ESI does not appreciably reduce the modulus or the strength of the blend. Even 20% ESI level causes only a slight dip in modulus or strength.
By contrast, the more SEBS is added, the more it reduces the modulus and strength of the blend. There is no increase in toughness of the blend beyond that obtained with 2.5% SEBS even though higher block copolymer levels continue to enhance elongation.
In the case of a 30/60 HDPE/PS blend, an ESI with 55% styrene was found to be most effective. The HDPE/PS blend was only half as tough as the 40/50 LDPE/PS blend. Conversely, the modulus of the HDPE/PS blend was about twice that of the LDPE/PS.
BENEFITS OF PPO IN TPE MOLDING COMPOUND Blendex PPO Grade None HPP820 HPP830
(Matrix Resin: Kraton G-1651 SEBS)
PPO Loading, %
Tensile Strength, psi
Modulus (300%), psi
Elongation at Break, %
Hardness, Shore A
Compression Set, %
@ 158 F
@ 212 F
Odor Tests
Kraton Rating
GEP Odor Rating
Odor Description
0
1015
276
800
48
35
95
Pass
—
Typical
rubber oder
~13
1160
508
650
51
22
45
Fail
6
High PPO
intensity
~13
1015
464
650
53
21
46
Pass
4.5
Low PPO
intensity
















Related Content
GEON Performance Solutions Buys PolymaxTPE
Combined company aims to be global leader in thermoplastic elastomers.
Read More
Tracing the History of Polymeric Materials -- Part 29: Polyurethane
This material family has unparalleled versatility, not only in terms of the forms the material can take, but in the different ways in which it can be processed.
Read MoreNoncrosslinking TPEs for Cold, Warm, Hot Water
Thermolast DW compounds are aimed at seals and sanitary components that come in contact with hot water.
Read More
Custom 3D Printed Parts Made From Bio-based Elastomers
Erpro's custom part printing service will now offer Arkema's Pebax RNew elastomer.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More