
Profile Extruder Sees the Light
Rotuba exited the sheet business to focus on custom profiles for LED light fixtures. It now ranks as North America’s leading profile extruder in this burgeoning market.

Rotuba President and CEO Adam Bell shifted the company’s extrusion capacity entirely to profiles to capitalize on what he saw as an emerging trend in LED lighting.

The newest addition to Rotuba’s machine shop is a Haas VF1 CNC machine to make intricate gages for quality control.

An in-house SLA machine enables Rotuba to make prototypes of LED profiles in hours.
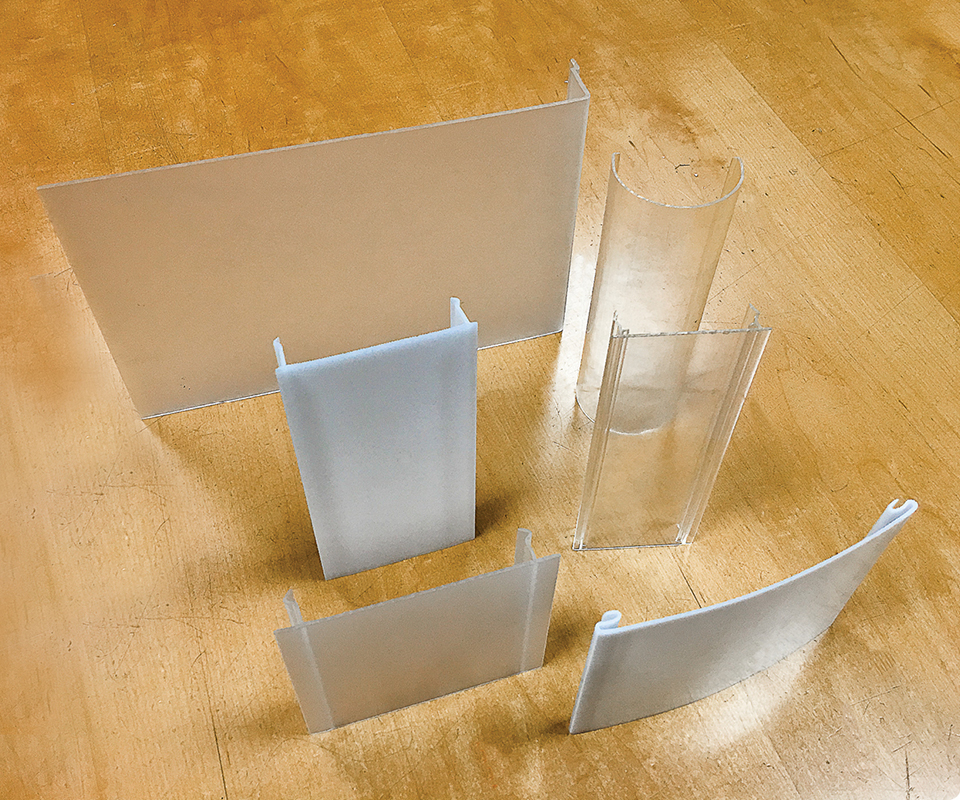
Rotuba can make a wide range of LED profiles and specializes in lightening-quick turnaround.

Rotuba’s cellulosic resin compounding operation comprises a significant portion of its business.


The LED market is expanding rapidly as lighting OEMs respond to the ever-increasing push for energy efficiency. All you need to confirm that trend is walk into your home-goods store to buy light bulbs. Materials suppliers, meantime, are busy developing new grades for processors involved in this business (see June’s cover story).
This growth notwithstanding, LED lighting is considered a somewhat new and still-developing industry. But Adam Bell saw trends developing ahead of the pack and reconfigured his company to capitalize on it. Perhaps he has an LED-illuminated crystal ball?



If he does, it was not in evidence when Plastics Technology recently toured Bell’s company, The Rotuba Extruders Inc., Linden, N.J. What was abundantly clear was that he saw the LED lighting business shifting from acrylic and polycarbonate sheet to smaller customized profiles, and moved out of sheet to focus entirely on profiles as a result.
Earlier this year, Rotuba sold its sheet extrusion business to Plaskolite, Columbus, Ohio, freeing up manufacturing space at its 150,000 ft² New Jersey plant and adding additional profile extrusion capacity with new lines from Davis-Standard, Pawcatuck, Conn.
With this new focus, Rotuba can now produce more than 150 new custom profile designs annually for LEDs. Its various optical designs include microprisms, directional lenticular ribs, and custom designs to achieve optimal performance. Custom designs and material formulations often eliminate the need for overlays and secondary treatments, Bell explains.
Still, getting out of the sheet business was no easy decision, as Rotuba maintains it was the first company to extrude prismatic lighting sheets and profiles in PS and acrylic. But as Bell points out,
“With the growth of LED fixtures in the lighting industry, this deal allowed us to focus on growing the custom extruded profile segment of our business. The ability to design, build, and manufacture new extruded profile applications within days, in varying material formulations and polymers, is critical to our success in meeting the rapid changes in LED technology.”
Not that risk-taking is anything new for the Bell family, originally named Bielski. The 2008 movie Defiance was based on Nechama Tec’s 1993 book Defiance: The Bielski Partisans. The book told the story of a group led by Polish Jewish brothers—the Bielskis—who escaped Nazi-occupied Eastern Europe and fled into the Belarussian forests, where they joined Russian resistance fighters and built a village in order to protect themselves and about 1000 Jewish non-combatants.
Rotuba was founded in 1945 in Brooklyn by Bell’s grandfather, Walter Bell (Bielski), a brother of the WWII partisans, to make plastic rods, tubes, and bars. The firm moved to Linden in 1965. In 1973 Adam Bell’s father Albert assumed day-to-day responsibilities as president. Adam Bell himself started in sales for Rotuba in 1995 and took over as president and CEO in 2003.
Custom profiles are one leg of Rotuba’s three-legged business stool. In 1955, Rotuba started producing cellulose acetate (CA). Today, Rotuba is the largest independent custom compounder of CA in the world, running material from Eastman Innovation Lab, part of Eastman Chemical Co.., Kingsport, Tenn., for applications like screwdriver handles and eyeglass frames. It also is a custom-scent compounder of CA, cellulose acetate propionate (CAP) and cellulose acetate butyrate (CAB). In Linden, it has a twin-screw compounding line from Coperion Corp., Ramsey, N.J., dedicated to this product line. It’s equipped with state-of-the-art pelletizing equipment designed to eliminate dust and fines, which makes drying less problematic for its customers.
And a few miles from Linden in Garwood, N.J., the company has a wholly-owned subsidiary, Pen Company of America (formerly Rotary Pen), which it purchased in 2011. Pen Company injection molds components for pens and other writing instruments. Rotuba says Pen Company is the only company still manufacturing pens in the U.S.
VERTICALLY INTEGRATED
In Linden, the custom profile business operates about 250 days/yr on a 24-5 schedule. Rotuba has 18 extrusion lines, with two more on the way from Davis-Standard . Extruders range from 2 to 3.5 in. diam. Since 2005, the firm has been specifying extruders from Davis-Standard’s Super Blue line. These come standard with a low-noise, high-torque, double-reduction gearbox; cast-aluminum finned heaters bolted to the barrel; AC drive and motor; and a high-capacity air-cooling system. Rotuba has a mixture of downstream machinery from RDN Manufacturing Co., Inc., Bloomingdale Hills, Ill., and Conair, Cranberry Township, Pa. Most of its product runs are air cooled, though Rotuba also has water-cooling and vacuum sizing capabilities as well. Profiles are ordinarily cut to length. In some cases, offline steps such as additional cutting or notching are performed by operators.
Rotuba runs about 8 million lb/yr of PC, PS, and acrylic. Material is conveyed from gaylords and two outdoor silos. Drying is done either offline or at the machine. While Rotuba doesn’t focus much on color, it does plenty of work with other additives. Materials are highly tailored to the customer’s specifications by modifying the haze, light transmission, or diffusion of the lens. Rotuba’s primary sources of acrylic are Arkema Inc., King of Prussia, Pa., Evonik Corp, Parsippany, N.J., and Plaskolite, Columbus, Ohio. PC is sourced from several suppliers, notably SABIC, Houston. Rotuba worked with a supplier of blending equipment based in Israel to customize a system that combines the base resin with up to seven different additives to dose materials at levels as low as 0.250% of the total mixture. Bell says that Rotuba has about 20 different material formulations.
The company is moving to a paper-free production environment. Each extrusion line is equipped with an iPad mini that’s used as a “virtual set-up sheet,” says Bell. Rotuba also uses the tablet for production scheduling, monitoring, and tracking downtime.
Rotuba has three QC labs on the production floor, periodically pulling profiles from the lines to check for tolerances and other defects. Customer-specific requirements are considered for form, fit, color, light transmission, and function.
Rotuba can produce 2100 different designs. Some 85-90% of its tooling—including dies, sizing tools, and jigs and fixtures—are produced right in Linden in a tool shop that utilizes wire EDM, CNC, and lathes. Most recently, it installed a VF1 CNC machine from Haas Automation, Inc.., Oxnard, Calif. (haascnc.com), specifically to make intricate gauges for quality control.
A key to Rotuba’s success is being fast on its feet. Bell elaborates, “A project might start with a CAD drawing sent to us on Monday morning. That very same day we’ll have a conference call with the customer to discuss the design and the tolerances. At this point we exchange ideas on what could be changed, and why. That night we’ll start running a 3D model using our stereolithography (SLA) machine. By Tuesday the SLA model will be sent to the customer to see how it fits on their fixture. If they give us the approval on Wednesday, the project moves to the tool room and all the tooling will be cut. On Thursday we’ll be in a position to trial parts if the customer wants to fly in to see their part being run in up to five different LED formulations.”
In the LED lighting business, Bell believes that Rotuba’s level of vertical integration and its ability to turn computer drawings into finished parts quickly are crucial. “Those are among the things that set us apart,” he states. “But a major part of our success as a company is the commitment and energy of our team. Our people are committed to ‘going the extra mile.’ We also pride ourselves on making sure we are always communicating with our customers. And one of Rotuba’s objectives is to make sure we are always working on the next generation of products for each of our divisions, from the newest material for LED lighting to the newest additives for cellulosics.”
Bell adds, “Rotuba is uniquely positioned to offer our clients the latest engineered polymers to maximize LED performance. Our in-house facilities include 3D drawing, 3D printing, formulation creation, color matching, complete machining, and testing capabilities—providing fast and accurate new-product development.”
On the matter of speed to market, Bell states, “One of the reasons for our tremendous growth over the years is our ability to bring concepts to reality at lightning speed. Our engineers have access to state-of-the-art equipment in our lab and machine shop, allowing us the opportunity to develop new materials and designs for each of our product groups.”
















Related Content

Specialty Purging Compounds Optimize Color and Material Changeovers
Selecting of the correct purging compound can speed up material and color changeover time and reduce scrap. You’ll even save on material.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read More
Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read MoreRead Next

New Materials Shine Bright In Growing LED Market
Rapid expansion of LED technology has spurred development of new formulations for a wide range of lighting components. Here are examples of activity in this fast-moving field.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More