
Rapid Tooling: It's Faster in Molding, Too
Rapid tooling technology is not just about speedy moldmaking. Now it also signifies higher productivity in molding. The latest RT technology achieves dramatically faster cooling and stands up to long-run molding, as well.

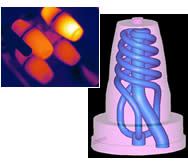
Hot spots, which can plague conventional molds (above left) can be eliminated with conformal cooling that more closely matches the contours of the part surface (above,right). Conformal cooling is one of the most attractive features of rapid tooling. (Photo: D-M-E MoldFusion core insert)
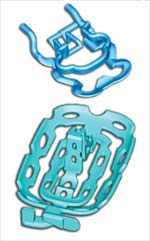
Complex core and cavity shapes can be cooled uniformly with conformal cooling channels. Rapid tooling allows cooling channels to be designed in an almost unlimited range of shapes. (Photo:
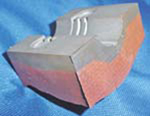
Bimetallic tools combine a highly conductive metal with a wear-resistant tool steel. RSP Technology's Rapid Solidification Process sprays a wear-resistant steel shell onto a pattern, followed by a backing layer of aluminum or copper alloy.

Rapid tooling is not just for prototypes anymore. This mold, produced by EOS with conformal cooling channels, generated 20 million parts and only required repolishing afterwards.

Traditional post-processing methods can be used on rapid tools. 3D Systems' Selective Laser Sintering process was used to make these inserts with logos etched by EDM.
The "rapid" in rapid-tooling technology originally meant that molds could be made much faster than with conventional machining. That's still true. But in the last few years, RT technology has evolved toward building molds that provide up to 40% faster cycles than are possible with conventional technology. That emphasis on productivity accompanies a shift in RT applications from prototype to full production tooling.
Newer RT approaches can minimize or eliminate warpage and internal stresses caused by uneven cooling while boosting productivity by drawing heat more quickly from thick sections or other hard-to-cool features in the mold such as bosses or ribs. Tests of newer high-conductivity tools by at least two sources reportedly found that cooling time in the molding cycle could be set to zero and the process would still yield acceptable parts.



Conventional toolmaking is limited by two factors: One is the modest thermal conductivity of standard tool steels like H-13, P-20, or stainless, which are chosen for hardness and/or corrosion resistance. Cooling is also limited by reliance on straight gun-drilled channels in the mold base. Conventional moldmakers can attempt to overcome these limitations with inserts of beryllium-copper or other highly conductive copper alloys, secondary cooling channels or "bubblers" in deep cores, and heat pipes or "thermal pins" that can reach into the body of the tool to extract heat.
Suppliers of rapid toolmaking techniques have developed two routes to improved mold cooling: building conductive metals into the tool from the start and/or incorporating cooling channels that conform to the part surface, no matter how irregular its shape. RT suppliers claim that either or both of these methods can do better than either bubblers or heat pipes. And the newer RT methods typically combine conductive metals with a tool steel to create a bimetallic structure that helps deliver better wear resistance than copper alloys or aluminum alone.
Some conductive alloys for conventional moldmaking have hardness values as high as 30 to 40 Rc, similar to P-20 steel. There are also methods of prehardening copper alloys and aluminum to similar levels, says metals supplier Bohler-Uddeholm. But today's RT techniques combine conductive metals with tool steels in bimetallic structures that provide high conductivity with hardness of 50 to 80 Rc—as high or higher than H-13 steel.
New developments with hard but highly conductive metals could give a needed boost to acceptance of rapid tooling, which has prompted great interest but only modest adoption by moldmakers and molders. For the most part, RT approaches have found use in prototype and low-volume production. Now, so-called "bridge" tooling applications and high-volume jobs are within RT's grasp. "Basically, the goal now is to get the same tool life with the higher cooling rates for the faster cycles," says Jim Knirsch, president of RSP Tooling, a supplier of RT technology.
Many roads to RT
The spectrum of rapid-tooling technologies encompasses four distinct approaches to producing a bimetallic mold or insert. Some create an insert with a surface layer of tool steel and a core of conductive metal. The POM Group offers its Direct Metal Deposition (DMD) process, which simultaneously sprays metal powder and melts it with a laser. RSP Tooling utilizes its Rapid Solidification Process, a metal-spray method. ExOne (formerly the ProMetal div. of Extrude Hone) uses a metal printing process to produce mold inserts for D-M-E Co. under the product name MoldFusion.
Laser sintering techniques are used to make tool inserts that are not layered but rather an intermingled composite of steel and a conductive metal. Different approaches are offered by 3D Systems and Optomec.
In addition, so-called gradient tools or inserts are produced from a single metal. EOS is able to manipulate the density and mechanical properties of a proprietary conductive tool steel during moldmaking to create a skin-and-core structure.
Common to all these RT approaches is the creation of mold-cooling channels that conform to the contours of the part surface. Such conformal cooling makes it possible to draw heat out from areas that would be hard to access with conventional cooling channels. Conformal cooling may also lead to a reduction of the overall number of cooling lines needed, which may save on tool build time.
"Conformal cooling has a distinct advantage over conventional cooling lines. Conventional lines are limited to round holes and straight lines, and the location is limited by other mold components," says Chuck Azzopardi, product manager for mold components at D-M-E. "Conformal cooling lines may be any shape desired and may curve as desired, within some limitations. They can be routed around other mold components, and the inlet/outlet locations may be strategically located," he adds.
"Conformal cooling is not a panacea for all of our customers, so we are working with a select number of large customers to prove it out. We have had jobs with conformal cooling that reduce cycle times from 8% to 40%," says Jerry Janson, account executive at POM Group. Much of this work is covered by non-disclosure agreements with customers. However, Janson cites the example of one tool with conformal cooling for an automotive application that cut part cycle time from 54 sec to 36 sec, a 33% reduction.
Terry Wohlers, RT consultant and president of Wohlers Associates, recalls the case of a PVC part that had a pronounced curve or elbow and suffered from long cycle times and poor part quality: "There was no way to cool that part with traditional gun-drilled cooling lines. Conformal cooling lines were ad ded to the existing mold and it reduced the part cooling time by a factor of 10 while im proving the quality," Wohlers states.
Not just for prototypes
RT technology is proving itself in volume production. POM has built DMD tools that have produced 500,000 to one million parts. Its tools have been used in the molding of PC, TPO, and PP nanocomposite.
EOS says its Direct Metal Laser Sintering (DMLS) process was used to build a tool with conformal cooling for making golf balls. "The four-cavity mold ran without a problem for 5 million cycles, producing 20 million units," says Dr. Michael Shellabear, product manager. DMLS was also used in a production tool that produced hundreds of thousands of electrical connectors from glass-filled PBT.
"We have many customers that would rather not talk about their tooling applications, because they consider it an advantage," notes Simon van der Crommert, senior marketing director of Selective Laser Sintering (SLS) Systems at 3D Systems. But he is able to cite one example: "We produced a tool insert for ‘Action Man,' a model figurine," he says. Not only did the product mold faster with the SLS tool than with a conventional mold, but the customer was able to run it for 2 million cycles.
One of the biggest users of RT technology is Bastech Inc., an RT and rapid prototyping service bureau, which has made more than 200 RT inserts for prototype and production applications using 3D Systems' SLS process. Says president Ben Staub, "We produced cores and cavities from H-13 steel for a paint-ball gun grip being molded from glass-filled nylon. We generated 100,000 parts in a two-cavity mold. After the molding was completed the tool only needed to be repolished."
Bimetal layering methods
POM Group's Direct Metal Deposition technique produces a 99.8% fully dense tool component from metal powder. Commercialized in 1998, the process uses a 5-kw laser and powdered tool steel (D-2, H-13, P-20, stainless, or many other types). To make a highly conductive tool or component, the first step is to fabricate a core out of a conductive metal such as Ampco 940 chromium copper alloy. Then a steel shell is deposited on the core by DMD.
The process starts with a specially designed nozzle with separate orifices for the laser, the metal powder, and the inert gas that creates an oxygen-free environment. The layer-by-layer building of the tool follows a tool path generated from a CAD file. A small amount of powdered metal is injected through orifices in the nozzle onto a spot 1 to 2 mm in diam. As the powder reaches the substrate surface, the laser beam simultaneously melts the metal into a small pool, which cools quickly as the laser moves on. Build rate ranges from 2 to 9 cu in./hr. The shell is built up in layers of 0.5 to 1.25 mm to a near-net shape with 0.007 to 0.010 excess material that must be finished with conventional polishing or EDM. POM claims there is a true metallurgical bond between the core and shell, achieved with the aid of a proprietary metal-based "interface" or bond coat.
POM offers a five-axis DMD machine with a work area of 1 x 2 x 0.75 meter. Depending on the powder-metal alloy used, DMD can produce a steel shell with surface hardness as high as 62 Rc. Because of this, POM can use its technology to repair damaged tools. If a tool is being modified because of a design change in the part, just the area to be changed can be machined away and a new geometry added directly to the mold with DMD and machined to final dimensions. Unlike a conventionally rebuilt mold, there is no need to subject the entire mold to heat treating to harden the rebuilt section. Also, DMD can be used to add conformal cooling channels to slides, inserts, and lifters of old tools to reduce cycle time.
The Rapid Prototyping Center at the University of Louisville, Ky., has a DMD system from POM and is conducting extensive tests with bimetallic tools of chromium copper and H-13 steel to evaluate tool life and overall performance. A single-cavity tool ran PP with zero cooling time, cutting the overall cycle from 27 sec to 22 sec, while still producing acceptable parts. The Center is also testing the capabilities of DMD tools for aluminum die casting, which is a much harsher processing environment, says Tim Gornet, a research associate at the Univ. of Louisville Rapid Prototyping Center.
A second RT process involving bimetallic layering is RSP's Rapid Solidification Process, a metal spray deposition method that produces 99.5% to 99.8% fully dense cores and cavities. The process was developed at the Idaho National Engineering & Environmental Laboratory (INEEL) in a two-year consortium with 11 companies. The process uses a ceramic pattern built with the aid of stereolithography, SLS, or other rapid-prototyping process. Then molten steel is injected into the nozzle where it encounters a channeled flow of inert gas that conveys droplets 18 to 24 in. to the part surface. The droplets cool rapidly in flight and solidify instantly when they encounter the pattern. The nozzle can deposit up to 500 lb/hr of material. The spray deposition process mimics surface detail closely. To produce a skin/core structure, the deposited steel is heated, and then a layer of copper alloy is sprayed over it. Conformal cooling lines can be added to the tool by stopping the spray process, placing copper tubing, and then encapsulating it with more sprayed metal.
Says RSP's Knirsch, "Spraying the steel layer first allows for an even layer to be built. That will give us uniform heat transfer from the molding surface. The copper layer will vary in thickness across the mold. We let the copper make up the full depth of the insert."
The bond between the steel and copper is formed by the rough-spray technique, whereby the open surface of the steel is extremely rough. When the copper is sprayed over the steel, it infiltrates the nooks and crannies forming a strong physical bond, though not a metallurgical bond.
Mold components can be built in minutes to dimensional tolerances closer than ±0.002 in. Parts can be made up to 7 x 7 x 4 in. and a machine with larger capacity is planned.
The RSP process can be used with at least 10 different tool steels and with softer materials. When used with H-13, tool hardness can exceed the 60 Rc of a conventionally heat-treated H-13. This is due to the quick quenching of the sprayed droplets, which affects grain structure and strength. RSP tooling can also be heat treated and tempered.
RSP is evaluating high-chrome- content metals, which can deliver even higher hardness. It is also testing Inconel, a high-temperature, corrosion-resistant nickel-chrome-iron alloy. Future developments will also provide the ability to blend different metals during the spraying process.
Mixed-metal surfaces
Selective Laser Sintering (SLS) is a tooling process commercially introduced by DTM in 1996. DTM was acquired by 3D Systems. For rapid tooling, the process first builds a "green" part from a steel powder with a polymer binder. The part is built up in thin layers by rapid sintering of the powder as a laser traces paths derived from a CAD model. The green part is placed in a debinding oven, where the binder is burnt off. Then the voids within the part are filled by infiltration with molten bronze and steel. The last steps are heating to sinter and anneal the final part.
The process typically yields a homogeneous part of 60% steel and 40% bronze with a hardness of 39 Rc, which compares with a P-20 steel, says 3D Systems' van der Crommert. The near-net-shape part experiences almost no shrinkage after the debinding stage. It is a fully dense part following infiltration and requires little post-processing beyond polishing, says van der Crommert.
3D Systems offers two stainless-steel powders for SLS tooling: Laserform ST-100, a 420 stainless, and Laserform ST-200, a different stainless composition. New Laserform A6 powder comprises particles of mild steel and a binder system.
The company is exploring new infiltration materials for SLS, including beryllium-copper, Ampco 940 nickel-silicon-chromium-copper alloy, tungsten carbide and aluminum, and silicon-bronze, which reportedly can make tools that will cool up to 40% faster than conventional molds.
Meanwhile, a 3D metal "printing" process uses a variant of the ink-jet rapid-prototyping technique to create molds from layers of powdered steel and a heat-cured polymeric binder. The process was commercialized in 2000 by the ProMetal Div. of Extrude Hone Corp., which supplies the metal-deposition machinery. That division was recently purchased by Pittsburgh-based Kennametal and its name was changed to ExOne. D-M-E Co. is marketing a service to supply custom inserts, trade named MoldFusion, produced by ExOne with the metal-printing process. D-M-E will give a paper on MoldFusion and conformal cooling at the SPE ANTEC meeting in Boston in early May.
The 3D printing process spreads a layer of stainless-steel powder onto the tool-building surface, and then uses an ink-jet type of printer head to deposit a pattern of polymer binder on the powder surface. The droplet pattern is derived from a 2D slice of the CAD model. An integral lamp quickly dries the binder on the steel powder. Another layer of powder and binder is then deposited on top of the first, and so on. The part is placed in a sintering furnace in which the binder is burned off and the metal particles are fused together. The "green" sintered part is then infiltrated with bronze to achieve full density.
The result is a near-net-shape part that is typically 60% steel and 40% bronze with strength, compressibility, and hardness (about 30 Rc) similar to P-20 steel. Maximum size is 8 x 8 x 6 in. The tool has a base tolerance down to ±0.005 in. and the variance over the length of the part is 0.002 in./in. The tool can be machined, ground, polished, coated, or plated.
"We also have the option to sinter the material to full density without infiltrating," says Howard Kuhn, ExOne's R&D director. Creating a full stainless-steel part without the bronze raises its hardness to 55 Rc, but it reduces its thermal conductivity and brings on 15% linear shrinkage, versus just 1% shrinkage when the part is infiltrated. In either case, a tool can be manufactured in a matter of days.
ExOne is evaluating several new build materials, including tool steels, different stainless/bronze combinations, and conductive alloys with additives that improve hardening. R&D on conformal cooling research is a major focus, says Kuhn. "Nearly 75% of the inserts produced with our metal-printing process have conformal cooling."
Gradient tooling
Electro Optical Systems (EOS) in Germany developed a Direct Metal Laser Sintering (DMLS) process for tool insert production that eliminates the debinding step. Trade named DirectTool, the system starts with a proprietary metal powder designed by EOS and comprising several components having different melting points. Steel-based powders designed for tooling are offered under its DirectSteel line. The DirectTool process lays down a bed of steel powder, which is immediately sintered by a special laser. The build platform lowers and another layer is added. The laser can travel at various speeds and can also linger at one point to deliver more energy, which makes the metal denser.
The laser technique and composition of the metal powder can be adjusted to let a user "tune" the part to be harder or softer. Varying the steel grain size and shape can yield a skin-core structure with different density, hardness, and conductivity in different areas of the part. "Users can program the unit to create a gradient effect, such as with an outer skin, inner skin, and core. So the outside of a tool insert can be dense and wear resistant, while the inside may have a certain amount of compressibility, all from the same material," says EOS's Shellabear. Typically the result is at least 42 Rc.
Conformal cooling channels can be built in a tight radius or in small diameters, says Shellabear. "We have produced inserts with fine spiral-shaped cooling channels to reach a hot spot in a tough area," he says.
The EOSInt DMLS machine has a 10 x 10 in. build area, producing layers as thin as 40 microns and accurate to ±0.05 mm. Build speed ranges from 0.4 to 3.3 cu in./hr, depending on the material. The near-net-shape tool requires some polishing.
EOS is close to commercialization of powder build materials based on 144 PH stainless steel and titanium alloys, says Shellabear. The company is also looking at using H-13.
RT takes getting used to
Enhanced cooling comes at a 10% to 30% price premium over a conventional tool. However, RT suppliers say molders will see a quick return on investment through faster cooling and higher productivity. But not all RT firms say their tools are more costly. RSP's Knirsch asserts, "Since our process is less expensive than machining a tool, the cost comes out close to a standard tool."
The bimetallic structure of high-conductivity rapid tooling raises questions about bonding, thermal stresses, differential coefficients of expansion and contraction, and potential delamination—concerns that may inhibit some molders from giving RT a try. But RT suppliers have been cautious in selecting how and where their technology is being used, and they cite ongoing R&D efforts aimed at improving their technologies.
"We are working on ways to improve the bond between the steel and the copper," says RSP's Knirsch. "We have a couple of tools going into production that will be a non-alloyed copper with H-13 tool steel on top. We have data that says the cooling should be 20% to 30% faster."
POM developed a special bond coat to minimize delamination between the two metals, while firms like RSP rely on a physical bond formed between the metals during tool fabrication. ExOne's 3D metal-printing process uses compatible materials to minimize the chance of delamination, says Kuhn. "The copper alloys are compatible with the stainless, which causes the bronze to wick into the structure of the stainless steel," he says.
Some molders may be concerned about whether composite metal surfaces have sufficient hardness for demanding molding jobs. A case in point is tooling produced by SLS. "We discovered that many [RT] users don't heat treat the tool but chrome or nickel plate the surface with no problems," says van der Crommert of 3D Systems. However, plating adds a step that lengthens tooling lead time.
3D Systems believes that even unplated SLS tools will exhibit good wear properties. "The infiltration bronze has some wear resistance, and it acts as a lubricant. Some users have seen better wear results with our tools than with a conventional material," says van der Crommert.
For RT molds to be successful, molders need to learn how to use them properly. "You have to be careful not to cool the tool quickly or you may not get proper filling," cautions POM's Janson. And RSP's Knirsch says, "Molders using the enhanced cooling methods may have to adjust their molding process by increasing injection pressures and rates in order to be sure the material reaches the end of fill in the tool. They may also have to increase the temperature of the resin." Several suppliers are working with computer simulation technology or other finite-element analysis software to develop a process model for molds with bimetallic components.
"Optimizing the molding process for a thermally conductive tool may entail changing the screw speed, ejection speed, mold-opening and closing speeds, hot-tip temperature, mold temperature, and cooling time," says Gornet of the Univ. of Louisville.
Lack of understanding of how conformal cooling works can simply lead molders to make a lot of bad parts faster, cautions Scott Schermer, chairman of the Rapid Technology and Additive Manufacturing committee of the Society of Manufacturing Engineers (SME). With more of the mold surface close to the cooling channel, he notes, thinner sections may cool too fast and then warp. A better approach is to move the cooling channel closer to the cavity where there is a hot spot and back it off a reasonable instance otherwise.
Another thorny issue is what relative proportions of tool steel and thermally conductive metal to use in RT molds. "It is a Catch 22. You need to have enough tool steel to handle the abrasion if you are molding with tough materials such as glass-filled nylon. But the more tool steel you add, the lower the heat-transfer coefficient," says POM's Janson. POM typically uses from 60 to 100 mils of tool steel on top of the conductive material. Other suppliers say it depends on the product and how much cooling or wear resistance a client wants.
There may also be limitations in the minimum size of features that can be produced with RT processes. 3D Systems says users of its process report that positive or negative features as small as 0.030 in. should be possible. RSP says unsupported standing features should have a minimum thickness of 0.08 in. and a width-to-height aspect ratio of 1:4. If possible, runners, gates, and ejector pinholes should be machined in after the initial the part build, Knirsch recommends.
















Related Content

Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read More
Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read More
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More