
Solve PP Molding Problems with Nucleating Agents
Over the past several years, significant innovations have occurred in the area of polypropylene nucleation.


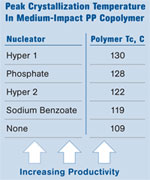
Fig. 1—DSC results for commercial nucleating agents in a medium-impact PP copolymer show increasing crystallization temperature (Tc), which correlates with faster molding cycles.
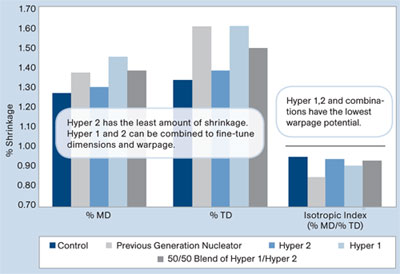
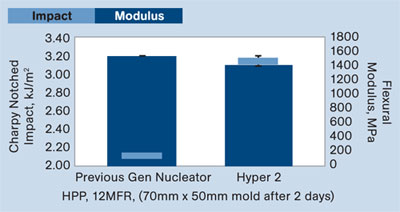
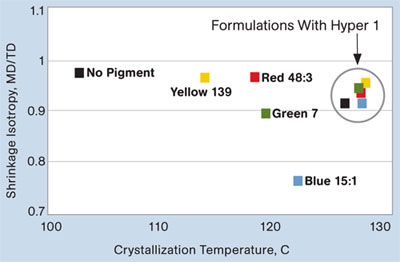
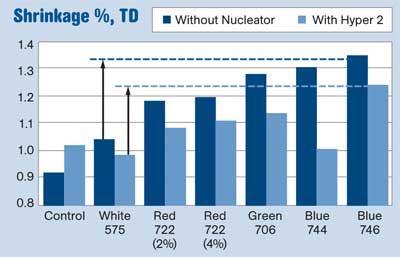
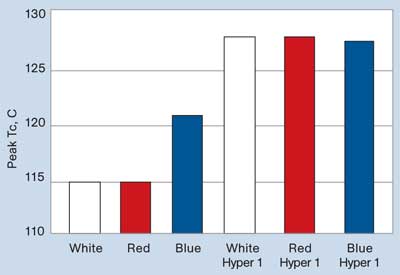

Fig. 7—Blending Hyper 1 and 2 allowed a molder to achieve a desired balance of faster cycles and reduced warpage through more isotropic shrinkage, while maintaining overall shrinkage close enough to the original (control) formulation to avoid expensive mold modifications.
Over the past several years, significant innovations have occurred in the area of polypropylene nucleation. Up to now, nucleating agents have been used typically to improve PP's stiffness and crystallization rate. Today, they can provide a much wider range of benefits to injection molders of PP.
Nucleation can be used to solve many molding challenges. With nucleation, higher crystallization rates can lead to faster cycle times while simultaneously reducing shrinkage to meet dimensional specifications. More isotropic shrinkage with the appropriate nucleator can reduce or eliminate warpage problems. Stiffness can be improved while retaining a greater amount of impact strength. And negative effects of pigments on shrinkage and warpage can be eliminated with the use of nucleating agents. Solving these problems can reduce rejects, improve output, and decrease complexity in manufacturing.
In the early 2000's, Milliken introduced a new class of "Hyper" nucleating agents. These were the first additives to combine the highest crystallization rates and isotropic (uniform) shrinkage with end-product physical properties closely matching those achieved with previous benchmark advanced nucleators. Referred to as "Hyper 1" in this article, this product is commercially available as Hyperform-68L.



In 2006, Milliken added a new particulate nucleator ("Hyper 2" or Hyperform HPN-20E) to this family of nucleating agents. This new organic salt has further broadened the application window for PP nucleating agents. This second Hyper nucleating agent combines relatively high crystallization temperature, isotropic shrinkage, low overall shrinkage, and excellent stiffness/impact balance. This is the only known nucleating agent to combine all of these characteristics into one additive. Furthermore, combining the first member of the class (Hyper 1) and this newest member (Hyper 2) in different ratios can allow the user (molder, compounder, or PP resin producer) to fine-tune a product to meet specifications for processing speed, physical properties, isotropic shrinkage, and overall shrinkage. Thus with the right resin formulation, this class of nucleating technologies can help meet all needs cost-effectively. This is shown below in the results of both lab studies and commercial field results.
SPEEDING UP PRODUCTION
The crystallization temperature (Tc) of a polymer is measured by differential scanning calorimetry (DSC). By increasing the polymer Tc, reductions in overall cycle time of a molding process can be achieved, thus increasing productivity. Since Hyper 1 gives the highest polymer Tc of any available nucleator, it would be expected to yield the largest improvements in productivity. This is confirmed by the lab results in Fig. 1 (on right).
CONTROLLING SHRINKAGE
Addition of a nucleating agent to PP influences the resin's shrinkage. Differential shrinkage is the ratio of part shrinkage in the machine direction (MD) of polymer flow to shrinkage in the transverse direction (TD) perpendicular to flow. This ratio is also known as the Isotropic Index. Ideally, a molded part would shrink the same extent in both the MD and TD, giving it a differential shrinkage of 1.0 (MD/TD). The more the Isotropic Index deviates from 1.0, the greater the potential for part warpage in a molding process.
As shown in Fig. 2, Hyper nucleating agents 1 and 2 both promote more isotropic shrinkage than the other nucleating agents. This lab data predicts that a part made with Hyper 1 or 2 should have less warpage than a part made from one of the other formulations. Also, Hyper 1 exhibits a slightly higher overall shrinkage than the other commercial nucleating agents, while Hyper 2 exhibits lower overall shrinkage than previous nucleating agents. If part shrinkage is a critical parameter, then a solution can be tailored with a blend of Hyper 1 and 2 to minimize the additional amount of part shrinkage produced by the nucleator while still achieving a significant Tc improvement.
MAXIMIZING PHYSICAL PROPERTIES
Other polymer properties that can be affected by the addition of nucleating agents are stiffness (flexural modulus) and impact resistance. Combining these two properties is often called the stiffness/impact balance. As shown in Fig. 3, the flex modulus of PP with Hyper 2 and with the previous benchmark nucleator are comparable, while Hyper 2 confers significantly improved impact properties. Though these results show Charpy impact data, this effect can also be seen in other tests such as Gardner or drop impact.
OVERCOMING PIGMENT PROBLEMS
Organic pigments themselves nucleate PP, but in varying degrees. Crystallization rates, shrinkage isotropy, overall shrinkage, and dimensional performance can vary greatly between pigments, making consistent processing and warpage control difficult for manufacturers using a variety of colors. Figure 4 compares shrinkage of several commercial pigment formulations to the same formulations with Hyper 1. Isotropy and Tc are increased and leveled (made more uniform), indicating potential for faster and more consistent productivity while reducing warpage. This capability of nucleators is called "pigment leveling."
Due to its low-shrink characteristics, Hyper 2 also can be added to resin formulations or via concentrate to reduce and level shrinkage induced by pigments. See Fig. 5.
These lab results have been verified in commercial production, as illustrated by the following case studies.
CASE STUDY #1:
PIGMENT LEVELING IN CLOSURES
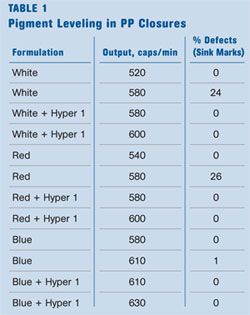
A molder of colored PP closures experienced inconsistent production and unsatisfactory throughput rates. The limiting factor was how fast production could be run without encountering a sink-mark defect on the closures. In Table 1 (on right), the formulations without nucleator ran satisfactorily at lower rates but produced sink marks at higher rates on a commercial extrusion/compression molding system. With Hyper 1, molding was run at higher rates without any sink marks.
Figure 6 gives a hint of why this improvement occurred. Tc of pigmented PP without Hyper 1 was lower and much more variable than Tc with Hyper 1.
CASE STUDY #2:
SPEED & WARPAGE IN AUTOMOTIVE
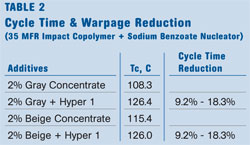
A molder of PP automotive door panels was looking for higher productivity while reducing part warpage. Hyper 1 was added to gray and beige color concentrates. As shown in Table 2 (on right), that raised peak crystallization temperature (Tc) by 11° to 18° C and cycle time was shortened by 9% to 18%. Warpage was also reduced, even with the faster cycles.
CASE STUDY #3:
SHRINKAGE & CYCLE IMPROVEMENT
In this case, the molder was using PP homopolymer with a conventional nucleator (see Fig. 7 below). As has been demonstrated, changing to a more advanced nucleator offered the potential to reduce cycle time but also could change the resin shrinkage. In many cases, retooling the mold to account for a change in shrinkage is not an option when converting to a new material formulation. So the objective here was to match the shrinkage of the existing material while increasing the crystallization speed (as measured by Tc) and thus reducing cycle time. Additionally, Hyper nucleating agents offered the potential to reduce MD/TD shrinkage differentials that can cause internal stresses and lead to part failure. As shown in Fig. 7, Hyper 1 and Hyper 2 nucleating agents can be combined to fine-tune shrinkage and achieve the desired balance of shrinkage and Tc (cycle time).
About the Authors
Johnny Netzloff is market manager at Milliken Chemical in Spartanburg, S.C. He can be reached at (864) 503-1167. Chris Kochanowicz, sr. applications engineer, can be reached at (864) 503-1883. E-mail hyperform@milliken.com or visit millikenchemical.com.
















Related Content

Research Suggests Path From Waste Plastics to High Value Composites
Flash joule heating could enable upcycling of waste plastic to carbon nanomaterials.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More