
Structural Plastics: Exploring Ways to Make Molds and Parts Faster
New approaches to rapid tooling, rapid prototyping, and gas assist were highlights of the SPI Structural Plastics Conference. It also showed off several eye-opening molded parts.



Express Pattern developed a way to select a rapid prototyping material that matches the critical properties of the end-use resin. In this example, the key properties are flexural strength and modulus. This graph shows which RP materials compare favorably with the end-use resin—ABS.
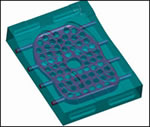
A new laminate toolmaking process from Fast4M builds the tool from thin layers of laser-cut steel bonded with copper. Flood cooling or conformal cooling channels can be incorporated easily when cutting the core and cavity.

Said to be the largest part ever injection molded of glass-filled nylon, the top cowl for a Mercury Marine outboard engine garnered the Structural Plastics Div.’s Conference award, People’s Choice award, and the Recreation and Leisure award. Molded by Bemis Manufacturing Co., Sheboygan Falls, Wis., the cowl weighs 11.3 lb, which is 20%, or 3 lb, less than previous versions compression molded of thermoset SMC. Overall dimensions are 33 x 23 in. x 16.25 in. deep.

The hood for a John Deere 7000 series tractor took the Single Part award, while the engine enclosure captured the Agriculture/Lawn and Garden award. Both products, molded by Bemis Manufacturing, are said to be the first applications of coinjection molding to large parts where a recycled engineering material (ABS) is used in the core. The skins are of PC/PBT alloy. The recycled core lowers the overall cost. Both parts have walls 6 to 8 mm thick and contain 9 to 20 lb of reclaimed ABS.

One of the most aesthetically pleasing designs in the Structural Plastics parts competition was the new Eleganzia line of serving products from Tupperware Corp., Orlando, Fla., which took the Retail/Consumer Products award. The product is injection molded of polycarbonate in two colors that are partially overlapped to produce a third color. The molder is Tupperware France S.A.
The growing importance of rapid prototyping and rapid tooling was a prominent theme of the recent annual conference and design competition of the SPI Structural Plastics Div., held in Charlotte, N.C. The conference presented a brand-new method of making molds faster and less expensively using an approach analogous to rapid-prototyping methods that build up a model out of thin slices. Also noteworthy was a paper on how to select a rapid-prototyping material that gives a useful approximation of the physical properties of the production part.
Gas-assist molding also continues to be a hot topic. Of the 62 parts entered in the design competition, 10 used gas assist. One conference speaker challenged an established gas-assist technique and proposed a more cost-effective alternative.



In addition, the parts design competition featured the largest glass-filled nylon part ever injection molded, as well as two large structural parts that contain recycled materials. Another award winner demonstrated a novel application of multi-material overmolding.
New rapid-tooling process
Steel production molds can be built 10% cheaper and 20% faster with a new laminate process called Fast-Form from Fast4M Tooling Inc. In development for seven years and commercial as of January 2003, Fast-Form is a laser-based technology that laminates thin layers of flat steel sheet to build up cores, cavities, and other mold components. A variant of this process can also be used to make aluminum tools for low-pressure applications like RIM, says Mark Manuel, president of Fast4M.
The process works by placing a piece of flat sheet in a high-speed laser cutter, which follows a pattern generated from a CAD file. The sheet pattern represents a slice of the CAD model of the tool—similar to procedures used in rapid prototyping. Sheets are 0.030 to 0.250 in. thick. After cutting, each metal sheet is placed in an orientating device. The sheets are measured individually there to ensure tolerance. Then the steel sheets are bonded together using a patent-pending high-temperature process. A very thin layer (0.0002 in.) of copper acts as the bonding agent. According to Manuel, the multi-step bonding process both alters the properties of the copper and forces it into surface irregularities in the steel sheets, which creates a mechanical bond. The result is a composite tool with 92% to 94% of the tensile strength of the steel.
For low-pressure molds, aluminum sheets are bonded with epoxy and interlocked in a patent-pending approach that adds mechanical strength to the tooling and allows it to withstand temperatures up to 450 F.
The steel or aluminum tools are finished to final tolerances using NC machining and traditional mold-finishing techniques such as benching and spotting. Tool dimensioning is said to be as accurate as standard NC machining. Fast4M has developed proprietary software that manages and automates the entire process from laser cutting to finishing, and it monitors and maintains set tooling tolerances.
Production tools have been made of 410 stainless and H13 steel, as well as 6061 T-6 aluminum. Cold-rolled steel has been used to make prototype molds.
Fast4M has built molds up to 4 x 6 ft size. The first steel tool was put into production early last year. The laminate process is said to be especially cost-effective for large molds, where procuring large blocks of steel adds to lead times. Fast-Form reportedly can produce large tools in days versus weeks. The savings from use of laminate tooling can surpass possible savings from discounted overseas tools, says Manuel.
In addition to the time savings in toolmaking, Fast-Form has the advantage of being able to incorporate conformal cooling and “flood” cooling channels as well as extensive venting at low cost because they are cut into the layers of tooling at the same time as the core/cavity geometry. Conformal and flood cooling channels follow the geometry of the part more closely than straight gun-drilled channels. Conformal and flood cooling are said to produce faster cycles, lower part stresses, and reduced warpage.
Profile prototype materials
While rapid-prototyping (RP) technologies give a useful preview of the look and feel of a production part, the RP materials give little or no information about the mechanical and thermal performance of the intended application. None of the currently available RP systems can be used to build parts that behave exactly like the production material will, says Tom Mueller, Partner at Express Pattern, a supplier of RP prototypes.
After studying the problem, Express Pattern determined that RP parts need not meet every performance characteristic of the application in order to give the designer insight as to how the actual part will perform. “In nearly all test situations, part performance is determined by relatively few key material properties,” says Mueller. Therefore, the RP material need only provide a reasonable match to the production material in those key property areas. Express Pattern developed a method to help select an RP material based on how it matches the key performance criteria. The main steps are to determine which material properties really count and how close the RP material properties must be to those of the end-use material in order to give a useful indication of performance.
The result of this analysis is a chart that shows where RP materials fall relative to the desired performance criteria for a part. To prove the utility of the method, Express Tool provided two working examples:
In the first case, Express Tool was interested in the load-carrying capabilities of the prototype vs. the production part. The company created a chart of the flexural strength and stiffness of several RP materials and the actual end-use material—a common ABS resin. Next, Express Tool decided that the prototyping material’s stiffness should be within 20% of the flexural modulus of the production material, and the prototype’s flexural strength had to be slightly more than half the flexural strength of the production plastic. As shown on the chart on p. 56, any of the RP materials that fall within the acceptable stiffness/strength zone should provide useful performance data.
“For some prototyping situations and materials, no RP material can sufficiently approximate the production resin,” says Mueller. He showed one example where the impact strength of the application resin could not be approached with any RP material.
Mueller also notes that many parts will have several functional requirements and may require several prototypes using different RP materials to test completely for design adequacy. Also, material properties may not be the only consideration in the selection of an RP process. Features such as dimensional accuracy and surface finish may be paramount, and RP systems can vary significantly on these points. Also, material properties in polymers can vary with section thickness, load rate, and other factors, making them harder to replicate in a prototype. Mueller warns that “in critical applications it may still be necessary to verify the design with molded parts from the production material.” It is also unlikely that testing RP parts can predict the life of a production part.
Shun spillover cavities
In gas-assist injection molding, the method of using a spillover well or cavity to receive resin displaced by the gas has been used for many years. In fact, it may be overused and unnecessary, and can add to tooling costs and cycle times, says Paul Dier, sales and technical specialist at Bauer Plastics Technology Group, a supplier of gas-assist equipment.
“Use of a spillover cavity can add 10% to the cost of a tool, and a spillover cavity with a hydraulic pin may cost 20% more,” says Dier. A spillover cavity may require toolmakers to use a larger mold base, also adding cost.
Cycle times can be lengthened, since the mass of resin in the spillover cavity must be cooled before the part is demolded. Dier adds that the excess material in a spillover channel adds cost, whether it is unused scrap or is reprocessed. A spillover cavity leaves an extra hole in the part, and if the spillover cavity is not properly designed it can allow gas to escape instead of resin. What’s more, there may be high licensing fees associated with the use of a spillover cavity, as they are covered by several patents, says Dier.
One way to eliminate the spillover cavity is to employ precise timing control and ramping of the gas pressure during injection. Bauer offers a ramp-control feature as standard in its gas-assist controllers, rather than the stepped pressure profile used with other systems. “It is capable of injecting the gas and melt simultaneously,” says Dier, while other systems don’t provide this overlapping feature. Having to wait until the injection of the resin stops can leave a hesitation mark on the part surface, he warns. Smoothly ramping the gas pressure pushes the melt along while reducing the chance that the gas will burst through the melt when it is first introduced. Ramping gas pressure also reduces the chance of producing a starburst mark on the part surface when the gas is introduced.
The ramp profile approach is said to be especially suited to molding thick-wall parts. With Bauer’s controller, the molder would short-shoot the mold but put more material in the cavity than is usual for thinner parts. Thick parts are more commonly molded by filling the mold completely with resin to eliminate hesitation lines before the gas is introduced.
Bauer’s system also has a vent-control valve that can provide ramped venting control. “This is a benefit because if the gas is vented too rapidly it can create a vacuum that sucks volatiles and/or material into the gates, clogging them, says Dier. Bauer’s system vents the gas into atmosphere while volatiles are pulled into a vessel.
Express Pattern developed a way to select a rapid prototyping material that matches the critical properties of the end-use resin. In this example, the key properties are flexural strength and modulus. This graph shows which RP materials compare favorably with the end-use resin—ABS.
A new laminate toolmaking process from Fast4M builds the tool from thin layers of laser-cut steel bonded with copper. Flood cooling or conformal cooling channels can be incorporated easily when cutting the core and cavity.
















Related Content

Completely Connected Molding
NPE2024: Medical, inmold labeling, core-back molding and Industry 4.0 technologies on display at Shibaura’s booth.
Read More
Fakuma 2023: Wittmann Battenfeld Expands All-Electric Line, Direct-Current Capabilities
Wittmann Battenfeld will introduce the new EcoPower B8X injection molding machine line and show direct current as an energy source for a concept machine that will power its own robot.
Read More
Internal Gas Pressure Molding Offers Sustainability Benefits
Wittmann Battenfeld says its upgraded Airmould 4.0 technology, which features a more compact footprint, saves material and cycle time — thereby also cutting energy use.
Read More
Structural Foam Injection Molding Line Extended
At K 2022, Wilmington Machinery introduced the dual-injection Lumina MP1200 medium pressure molding machine.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More